

Copying text is allowed provided that the link to this content.
![]()
3. Primer
3.1 Primer
Primer material necessarily checking input control in laboratory before painting and must confirm to following parameters:

- Supply viscosity according to viscometer VZ-4 (VZ-246) or Ford 4.
- Mass fraction of nonvolatile substances in%.
- Degree of dilution to working viscosity in% (the more the better and more economical the production).
- Sedimentation or delamination.
- Specific volumetric electrical resistance.
- Time of drying primer.
- Color according to the sample.
- Appearance of the painted plate in the laboratory (there should be no inclusions).
- The strength of the coating for impact and stretching.
- Flash point in a closed crucible.
- Adhesion of primer to ED coat.
- Resistance to gasoline and water.
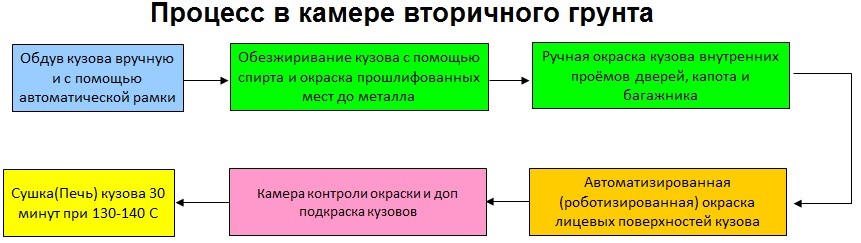
Next step body going to sprayboth for application primer.

Spray booth consists of 5 operations:
- Blowing the body with compressed air is done automatically as a frame, as well as manually with the help of personnel.
- Manual degreasing of the body surface with of lint-free napkins soaked in technical alcohol or impregnated with the supplier in the form of disposable napkins.
- Inspection of the surface of the body for the polished areas, if necessary, painting with 2K universal epoxy primer.
- Manual painting of the interior space of the body, door openings, engine compartment, trunk.
- Robotized painting of body surface.
- A spare manual post in case of breakdown of robots and painting of the front surface.
Material
They are a suspension consisting of pigments, fillers, polyester and melamine formaldehyde binders, solvents and special additives.
Primer is used as a protection against corrosion and improving the stability of the coating system against chips, i. E. shock stone (in fact it is its main function and protection).
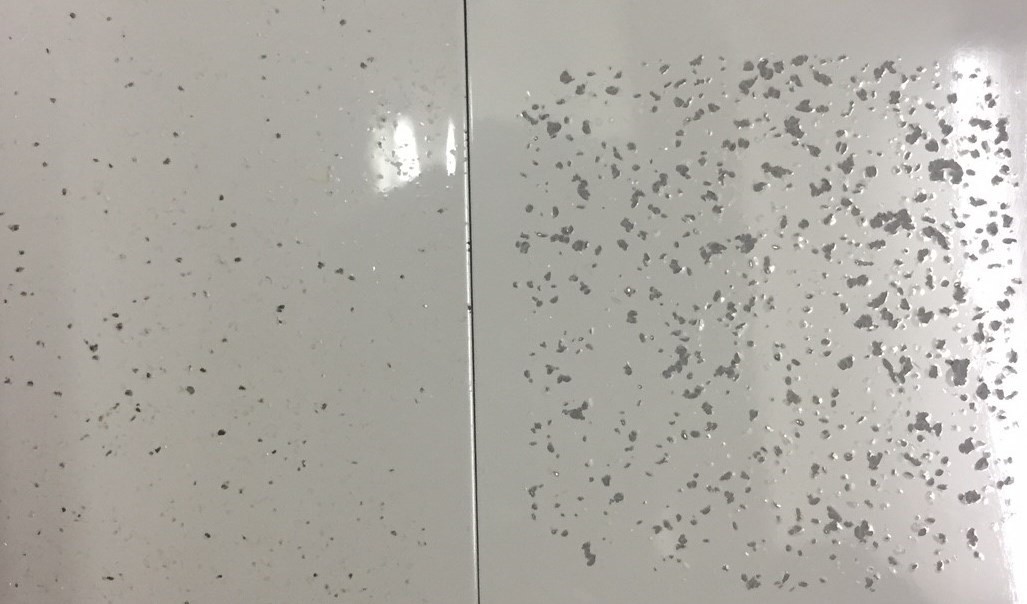
Comparative analysis between epoxy and polyester secondary soil after stone impact according to European method (left polyester primer, right epoxy)
Recommended dry film thickness according to the manufacturer’s material passport, usually from 35 to 45 μm.
Leaders in the robot segment are Dürr and ABB.

Sprayboth is usually 1.5 times shorter than the base / clearcoat, it also consists of 3 main parts:

- The basis (foundation) is the hydrofilter. Due to the water circulation, the paint under the grating floor of the main chamber is washed away, then the filtration of water and return to spraybooth is carried out by the cleaning system, and the paint is stored in containers, i.e. this is a complete system of recycling paint from the camera. A new approach is offered by German companies, the advanced in this segment is the E-Cube system from EISENMANN. The principle is based on the air flow of the supply air fans, with the help of the last waste paint collected in cardboard boxes and right at the time of the camera can be replaced by full boxes on empty.

- The Sprayboth itself has a pass-through type, as a transport technique, floor chain conveyors or roller conveyors are used. In order to save material, almost all plants use static paint application. In comparison with the pneumatic principle, the material saving is up to 70%. An integral part of the working cycle is the correct balance in sprayboth (horizontal and vertical air flows), in the case of a weak flow, there will be an experiment in front of or behind the running bodies, with a strong flow of non-color and blowing the paint into the hydrofilter. The range of temperature in sprayboth is from 19 ° C to 24 ° C and relative humidity of 65-75%, regulated by industrial air conditioners.
- The system of air ducts with filters called “Plenum” is used on the top of spraybooth, the task of this design is to create a working air balance in the spraybooth and to clean the supply air.

Combining process between the deposition spraybooth and the drying sprayboth is the “spreading zone”, this dust-proof tunnel about 15 meters long, serves to uniformly spread paint on the body.
3.2 Oven Primer
The principle work of the “drying”, namely the equipment is completely identical to that on the cataphoresis, secondary soil and varnish. All the difference in temperature and speed of metal heating, i.e. given temperatures in the zones. The temperature window of the metal should be 30 minutes at 130 ° C.
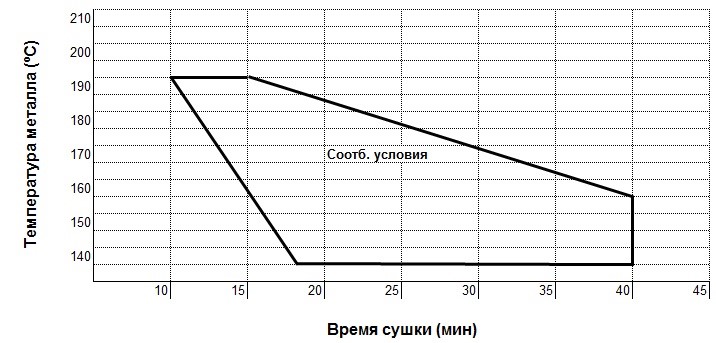
Temperature by zone:
- zone 1 = 130 °С
- zone 2 = 150 °С
- zone 3 = 160 °С

At the end of the oven (drying), the body passes through a cooling tunnel. The cooling zone is used to lower the temperature of the body and the possibility of further operation by workers in the following stages.
3.3 Sanding Primer – the process is completely identical to cataphoresis sanding, the difference is only in the grain size of the abrasive.
It is a pass-through type sprayboth (input / output) and is divided into technological operations:
- Completion of the roof, painters are on a special trestle and only the roof element is modified.
- Racks, hood, trunk, door elements to the middle part (50%) + internal openings.
- Wings, thresholds, door elements from the middle to the bottom + internal apertures.
- Inspection
Material, i.e. abrasive and tools.
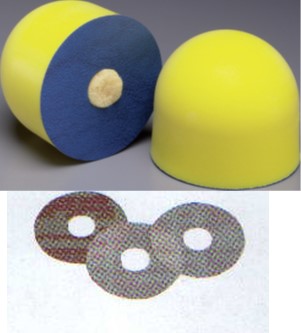
90% refinement (sanding) of defects, dirt, runs. primer, on the front surface is carried out using a hand holder with a diameter of 77 mm (slang “tit”), in the center of it is a niche with foam rubber for wetting the disc and a surface with a DI water.
Before the treatment, the painter (sanding) must inspect the body for coloring, i.e. in what color the body will be painted, it is necessary for the selection of graininess in order to reduce the risk of the appearance of risks on the painted body.

For light colors such as Silver, Beige, etc. Finishing is carried out with the help of abrasive P 400 or P 500
For black, dark and white colors (paint for varnish) abrasive P 320
This sanding both necessarily requires a centralized supply of demineralized water.
Lighting – according to the RF LC, these operations require an illumination of 800 lux
Process
The painter(operators) performs an inspection of the surface of the elements and tactile hand, when a defect is detected, removes by means of a hand holder or a machine from 77 to 125 mm in diameter with a vacuum cleaner, then wipes the surface of the stripped area with a microfibre cloth from water or a thin section. dust. Basically, all the work is done point-by-point and manually using a demo. water, thereby ensuring a minimum removal of soil and the formation of a thin section. dust, otherwise there may be additional defects in coloring, for example, rub, risks, polishing to metal..
Conveyor repair in case of damage to primer is not performed (sanding to cataphoresis), but if the complex is sanding up to the metal (secondary primer and cataphoresis), 2K universal epoxy primer of light gray (white) color is used.
2K Primers provides good corrosion protection when applied to bare metal, and also has excellent adhesion to many surfaces and layers. The recommended coating thickness is 5-10 μm. It is recommended for painting parts on the system “wet on wet”. Can be used as a primer, i.e. cataphoresis with subsequent application of the filler, and in the version of the equalizer soil, with subsequent application of any decorative coatings of the base + clearcoat.
This repair primer + base and clearcoat provides protection in the saline mist chamber as a substitute for cataphoretic ED up to 1000 hours.

