

Copying text is allowed provided that the link to this content.
![]()
Technical process of small / average / large body elements includes the following:
- Checking and adjusting of equipment with respect to regimes.

- Operator takes a detail from container.
- Operator wipes with cloth or special cleaning supplies from impurities (oiling, dust and others).
- Operator put “clean’ detail on the conductor, then another one, and after that holds down clips of clampers.
- Then a control is carried out in order to check whether all the rails, clampers, clips are set right, and only after that welding process begins to be accomplishing.
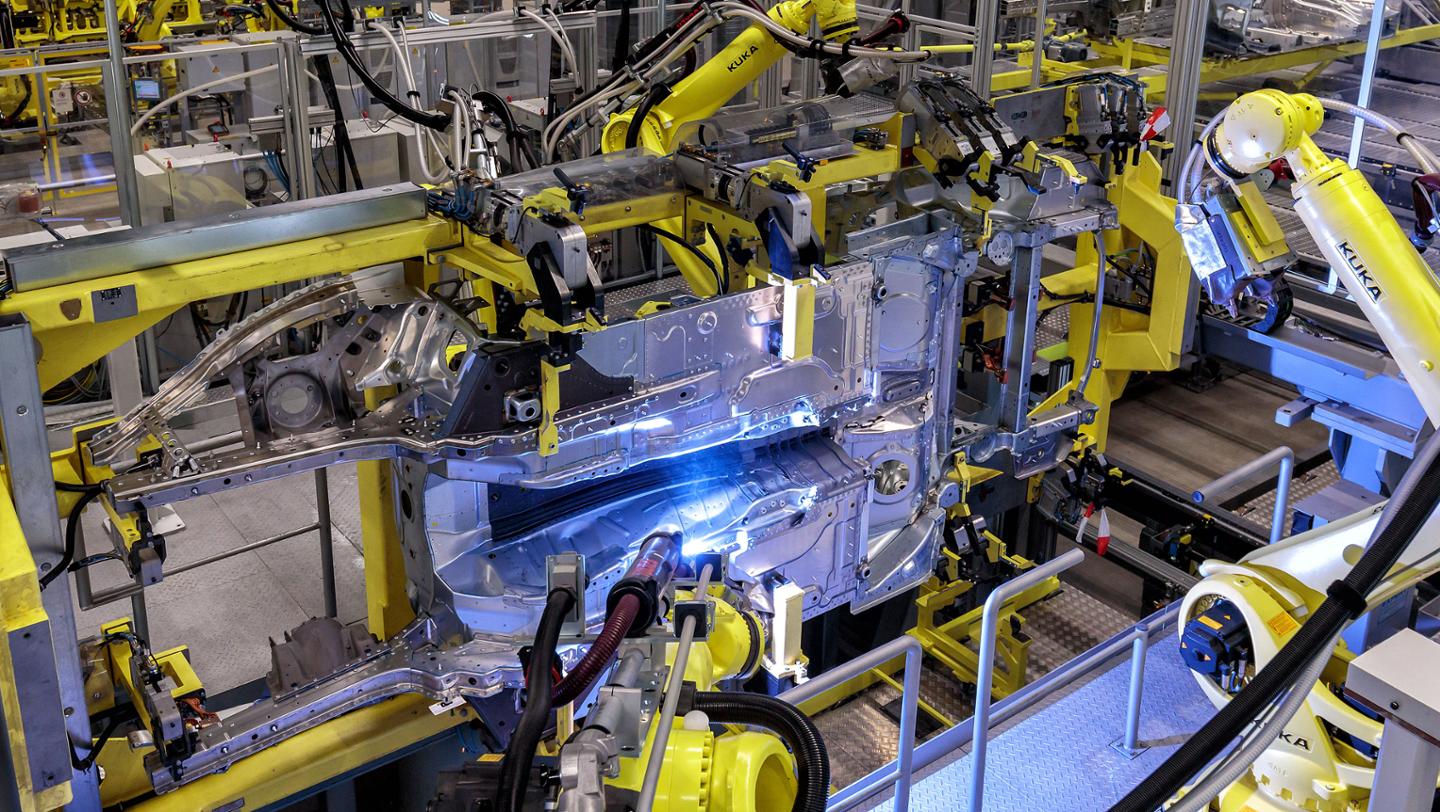
The Conductor is assembling-welding device, fitted with stops, manufacturing holes, fixing accessories, allowing assembling and welding the details in a more comfortable condition. Commonly mechanized welding is accomplished in welding-assembling or welding conductors. Given that conductor elements don’t prevent the movements of robotic welder and the conductor can be inclined manually or automatically providing a comfortable position for welding.
Main welding conductor (same as assembling) – most often automatic type is used, with the help of which all the geometry irregularities, occurred while welding of small and average body elements, can be compensated. Robots pass all large elements (usually side bars and top decks) to the main conductor. Here is made point-to-point path mode and welding of elements all the way around with the help of the next type of robots.
Clampers – elements locating welded details relative to the whole device (platform, rack, conductor and others). Clampers can be the following: stops (stationary, replaceable, back-folding), set pins (stationary, replaceable), blades (non-flexible and adjustable) and gauges.

For the purpose of quality juncture of metals and avoidance of metal contraction it is necessary to keep the pace between points equaled 30 mm.
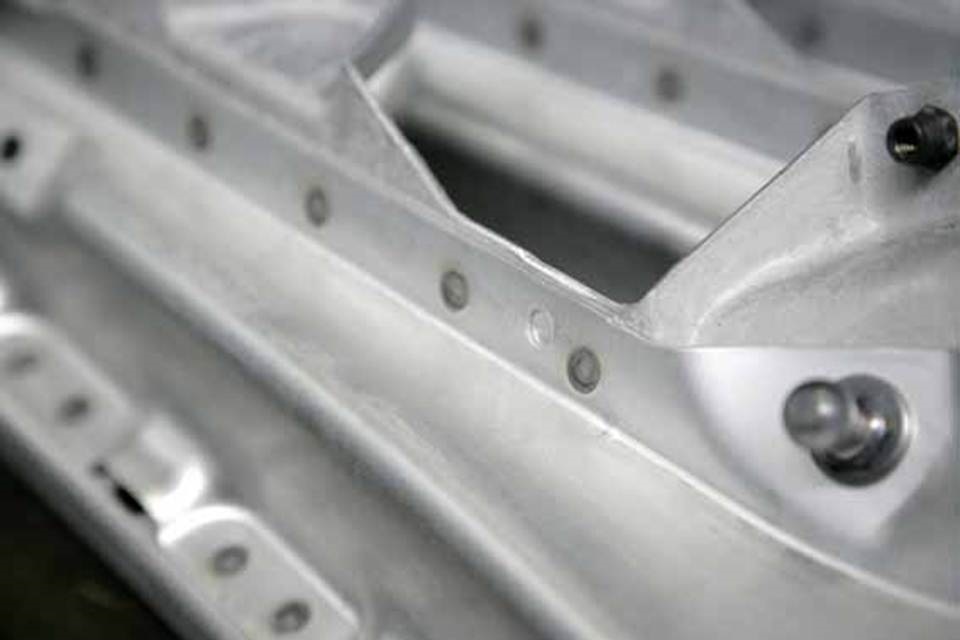
Auto body’s no-tightness details are welded to each other without any glue or welding mastic. Tightness details (e.g. body bottom) are consisted of several elements, thus welding glue is applied on the flange manually or automatically (by robots) and then the detail is passed for welding.

Materials used in welding of auto body’s elements:
- Welding plastisols (mastics) are high-viscosity acrylic sealants, which allowing making dot welding of metal through mastic layer in non-jellied condition. During welding plastisols don’t exhale aggressive agents leading to metal contraction and have adhesion to raw (unprepared) or galvanized metal.
- Sealing mastics (spacefilling) are high-viscosity PVC plastisol with thixotropic (penetrated) behavior. The material is tolerant to thermo and corrosion effects, to dot electric welding, as well as has an ability for expanding in the process of hardening when the high temperature is used in painting process.
- Glue mastic is intended to be used in agglutinating of non-degreased steel hang-on parts of auto body. The material has sealing and anti-vibration effect; and is used in hemming of doors, roofs, hoods, trunks, and under boosters for compensation of vibration load.

