

Copying text is allowed provided that the link to this content.
We describe the most important processes and technologies for assembly production:

1. It is always necessary to balance the conveyor at least once every 6 months. Match the conveyor cycle to the execution time of the assembly operation by the operators. Overlay 2 charts on top of each other and analyze, redistribute operations, post, transfer, etc., this will allow you to keep the optimal number of operators (collectors) on the line.
2. On the assembly line (bodywork, components and assemblies), all parts must be as complete as possible for installation. The duties of the collector do not include the processes of pre-assembly and completion of the part before installation on the car. He must take the finished part and only install it. This important point relates directly to parts suppliers. Suppliers are required to deliver parts to the conveyor only in finished form.
3. Hardware and assembly tools should be as unified as possible and with one tightening torque, if possible, this will achieve the desired result in quality, price and service.
4. Accessories for assembly should be near the conveyor, ie in “walking” accessibility, where the operator can take 2 steps maximum to take the part, return and set. Exceeding walking distance means improperly planned work of the collector, as a result he performs many unnecessary actions instead of useful ones.
5. The arrangement of the body assembly operator should not exceed 4-5 people per workplace and should be spaced as far as possible across operations, this will not interfere with each other.
6. Assembly tool – now there is a crazy trend in implementation intelligent assembly tools. This is a separate computer and the tool itself. The principle of operation is extremely simple, the operator using a scanner scans the barcode on the manifest of the body or frame, and in the correct sequence Tightens all fasteners for the part. All information is stored in the control system and is tied to the vehicle’s VIN number. If necessary, on a common basis, you can get information about who, when and how tightened this connection. It is important that the intelligent system notifies the operator and displays the actual value on the monitor, the connection is tightened or not, if tightened, then the tightening torque is indicated.
7. The manifest is actually a map of the assembly of the body, chassis, engine, visual guidance that allows the operator to understand what he needs to deliver and what is critical, thanks to the manifesto, there is also a check for the assembly of the equipment, the correct assembly, and a guide for the SB.
Automotive assembly production today needs optimization, improvement without loss of quality with economic effect. The SMK Automotive Industry team has been successfully carrying out this work for many years at various enterprises.
Let’s analyze an example of optimizing the people(personal) of body assembly.
1. The optimization of the people due to the balancing of the conveyor.
As described above, it is necessary to measure the timing of all work operations to assemble the body, frame, chassis, etc. Having information about the time of operations, they can be compared with the cycle of the conveyor, where it is 100%. The operator should fit in 85-90% of the time from the conveyor cycle.
In the case when the operator is less than 85% loaded, then his place needs to be supplemented with operations, if above the indicated mark, which is also possible, he slows down the process and does not have time.
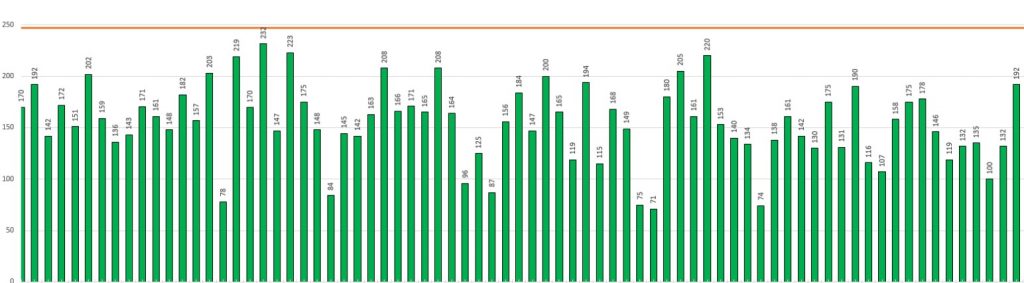
Each green indicator indicates that the operator is underloaded to the level of 85-90%, this is a signal to carry out work to fully balance all operations.
Below is a graph with an example when operators do not keep up with certain operations, and in some cases even load more than 100%.
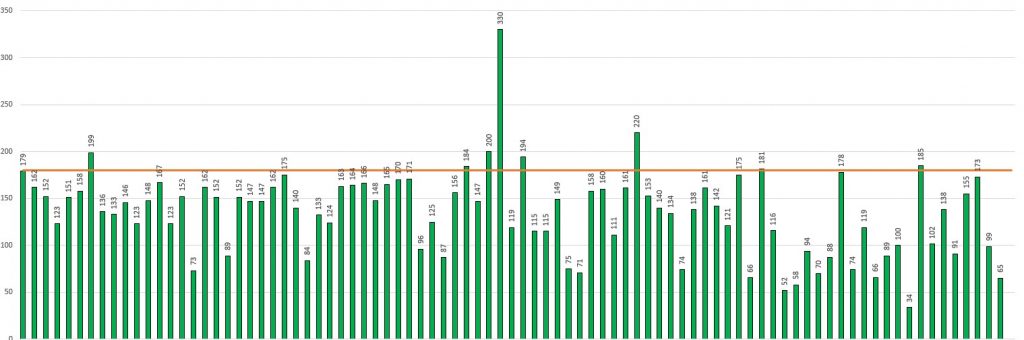
In this case, balancing is also necessary for all operators. Places with operation loading over 90% are redistributed to operators with an indicator lower.
Examples of redistribution of operations and balancing:
- Parts are transferred from one post to another, the operation can be performed sooner or later within the technological process, each example is individual;
- The assembly process, the sequence is changing, perhaps the operator makes a lot of unnecessary and unnecessary movements, performs losses;
- Possible tool replacement;
- Serve the complete assembly without sub-assembly by the operator;
- Changing the number of posts;
- Production of equipment or devices for acceleration and convenience.
There are many variations and they are all considered individually at each post with each operator.
2. Organize short lines around the main conveyor, large-nodal assembly, for example:
- Assembly of doors outside the body, i.e. on a separate line;
- Assembly of instrument panels with all incoming components;
- An engine with a box, various chassis units;
- The most complete part for operations requires less time, the length of the conveyor and the number of operators on the main assembly line, but it must be taken into account that all heavy operations require additional investments in manipulators, hoists, and possibly small conveyors;
IMPORTANT!!! Under these conditions, you need to have a lot of production automatic tracking systems, accounting for the supply of components, a manifest, otherwise the assembly will not correspond to the buyer’s request for a complete set.
- The fewer options and options in picking a car, the less will be errors on the line;
- If cars are assembled at the site where operations have a different number of standard hours, it is necessary to calculate their ratio before submitting to the assembly, so that there is an even pace on the line.

