

Copying text is allowed provided that the link to this content.
![]()
1. ED-coat coating.
1.1. Slave Tools Process Installation slave tools for body and process PT /ED coat
Slave Tools represents guides for doors, boot, hood, i.e. all the body elements have a slightly open position, so that the solution that will fall into the cavity of the elements will drain away from the body, and not accumulate in it, including to prevent defects.
i.e. by this operation the manufacturer saves the material (the used liquid is almost completely drained) when the body is transferred from one bath to the next. Accordingly, the amount of material transported inside the body to the next zone is minimized, thereby not mixing the chemical composition between the zones, which allows it to withstand a relatively high level of body coating quality. Its role as a drain hole is made and technical holes in the bottom of the body.
1.2. BodyWash
BodyWash — pre-washing of the body before the main process of degreasing the surface is necessary to remove the lubrication of press production from the front and inner surfaces of the body, as well as dust, rubbish, debris, shavings, etc. after welding. This unit can be located both in the paint shop and in the welding shop.
BodyWash is a pass-through type booth with input and output. The body enters the booth, stops at the waiting point and for 2 minutes (the time is set according to the process), a slightly alkaline solution is supplied from all the sides of the body from a multitude of nozzles under pressure from 2 to 3 bar. After 2 minutes, the water supply is turned off. For draining the material from pockets and hidden body cavities, the conveyor system lifts the front or rear of the body to an angle of about 20-25 degrees.
- Pros: Used in factories with a high throughput of 40 to 50 bodies per hour;;
- Cons: High water consumption, the presence of a filtration system, maintenance of this washing (unit).
An alternative process of BodyWash is when all the elements after press shop are washed in separate small sinks or wiped with special solutions by hand, then the elements are put in containers for further transportation to the welding plant or warehouse.
- Pros: Used in factories with small or medium capacity from 10 to 25 bodies per hour;
- Cons: Not possible removal / degreasing with details after forging production in remote places.
In this case, BodyWash replaces the equipped post for manual labor, i.e. rubs the face surfaces and a high-power vacuum cleaner for cleaning inside the body.
We all know that, regardless of the subject of painting, one of the important factors is the preparation of the surface. quality depends on it, so BodyWash or degreasing zone is an integral part of the preparation process. In this case, poor-quality washing significantly affects the next stage, namely, contamination of the material in the zone (PТ).
Next, according to the technological route, the body is sent to the PT (Preparation Surface).
- Preparation of the body for the technological process of automatic transmissions – is the manual or automatic loading of the body onto a conveyor line, called the Shuttle or Sputnik.
1.3. / 1.4. PT

PT consists of 2 stages
Stage 1 – degreasing the surface using the spray method.
The body passes through the tunnel and is pumped with water from the nozzles. The volume of such baths is about 15-30 m³, depending on the area of the body.
Stage 2 – degreasing the surface of the body by deep, i.e. the body is deeping completely in the solution and, when immersed, it slopes down and up so that no air bubbles form. The mandatory process at the time of lifting the body is irrigation.
Materials:
In step 1 and 2 apply alkaline degreasing solutions and amplifier (Useful active agent). These solutions are manufactured by Henkel, EKOHIM, Chemetall, PPG.
Concentration of solutions is selected individually for each line, depending on the body’s firing, according to GOST 9.402-2004 the metal surface before the PT is allowed to heal up to 3 g / m², often from 2-4 g / m². The main indicators for control are “Total Alkalinity” , the temperature of the solution (water), pH. Solutions in the bathrooms are prepared on PVC water.
Washing of the body after the degreasing baths is an integral part of the APP and consists of 2 stages.
Stage 1 – washing the surface using the spray method, i.e. body passes through the tunnel and on it is applied water pressure of the nozzles. The volume of such baths is about 15-30 m³, depending on the area of the body.
Stage # 2 – flushing the surface of the body by deeping, i.e. the body is deep completely in the solution and, when immersed, it slopes down and up so that no air bubbles form. An obligatory process when lifting the body is irrigation.
The main indicators for monitoring are Conductivity S / cm, pH. Solutions in the bathrooms are prepared on PVC water.
In this case, the trajectory of the body tilt is an important part of the process, in view of the fact that the presence of bubbles is strictly unacceptable, it is the angle of inclination that can completely remove the bubbles from the body.

This animation shows the most technologically advanced version of the E-Shuttle 300 equipment from EISENMANN company
How does the presence of bubbles affect the quality? The bottom line is the following, this place on the body will not be further processed by the material, accordingly it will not have anti-corrosion resistance, moreover, rust is already formed in the zone of bubbles when interacting with chemistry. Such defects can be under the roof, hood. In view of this, at present, equipment suppliers offer more innovative dive methods, turning the roof down when the roof is dipped, this solution allows to remove defects and improve the body coverage. But, it does not apply to minibuses and large cars.
- Activation of the body surface before phosphating.
To improve the crystal formation in the phosphating bath, special additives are used – phosphatizing activators. Phosphate activators are added to the activation tank located in front of the phosphating bath. As insoluble compounds, titanium and manganese phosphate salts are deposited on the surface of the metal and serve as embryos during phosphating, which leads to densification of the phosphate layers and increase their cohesion.
The small size of the crystals (less than 2-3 times) will be more homogeneous and will reduce weight, thereby contributing to poor adhesion.
The main indicators for monitoring are Conductivity S / cm, pH. The solution in the bath is prepared for the DI water.
- Phosphating of the body surface
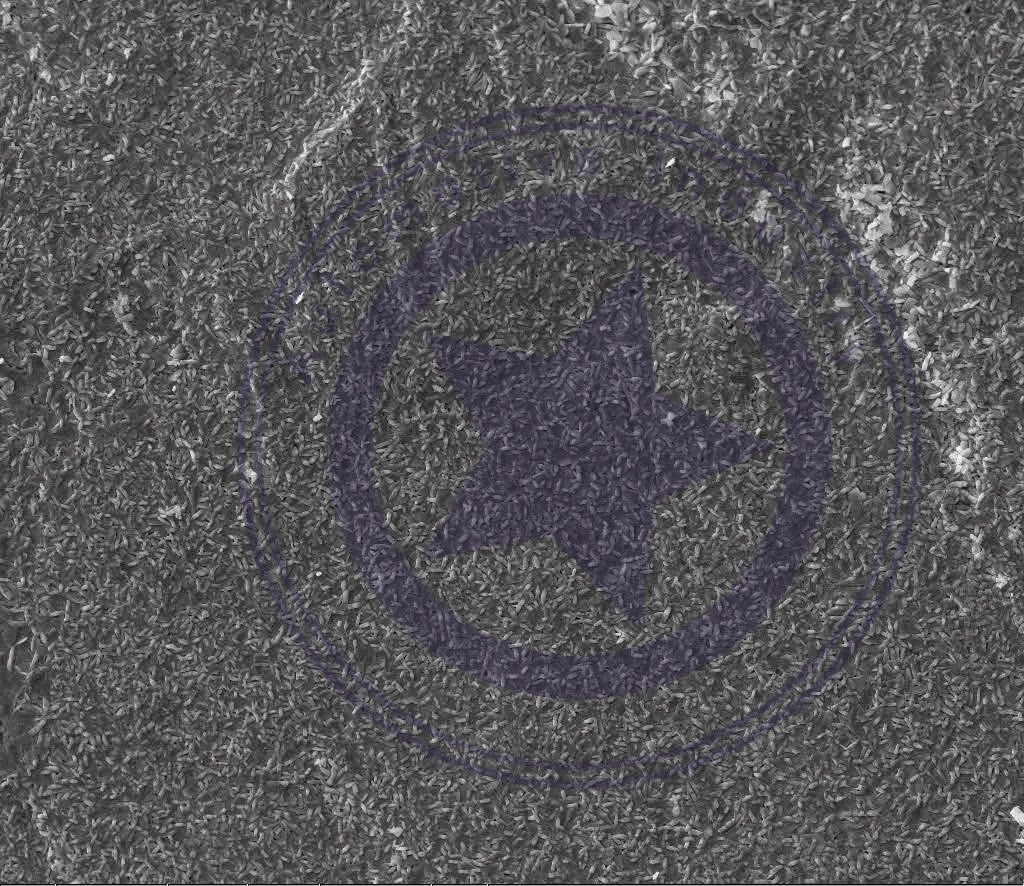
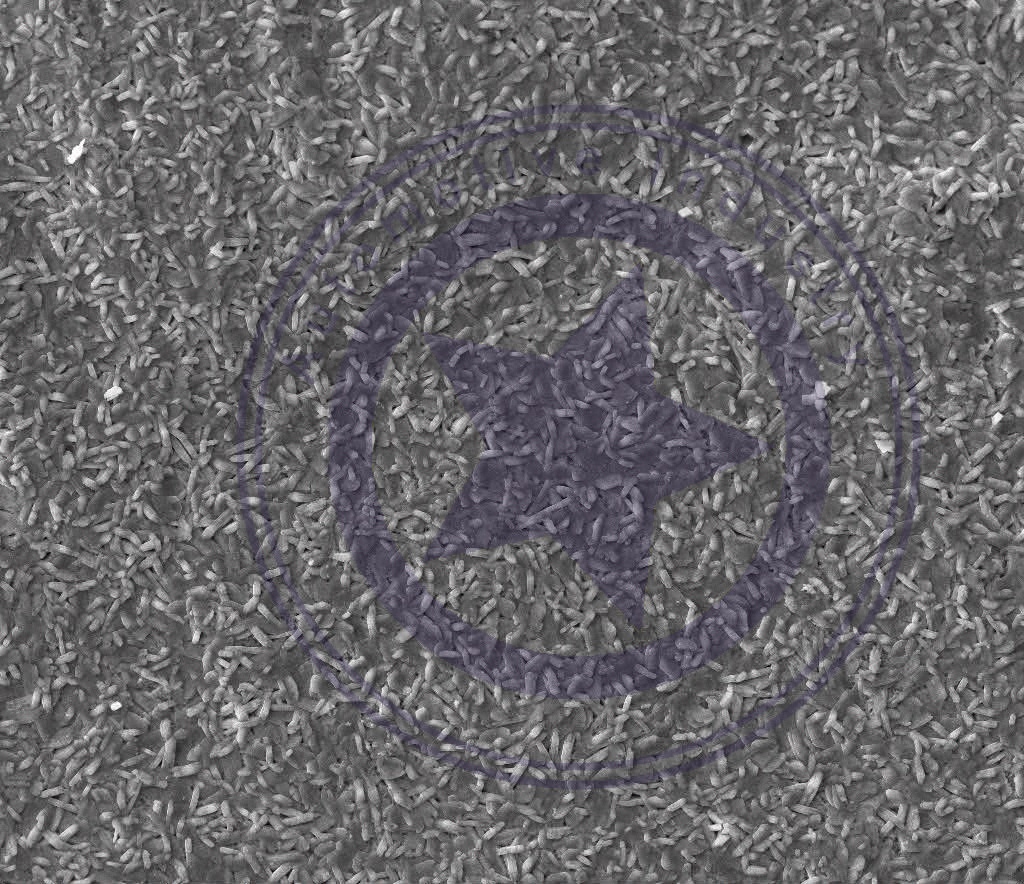
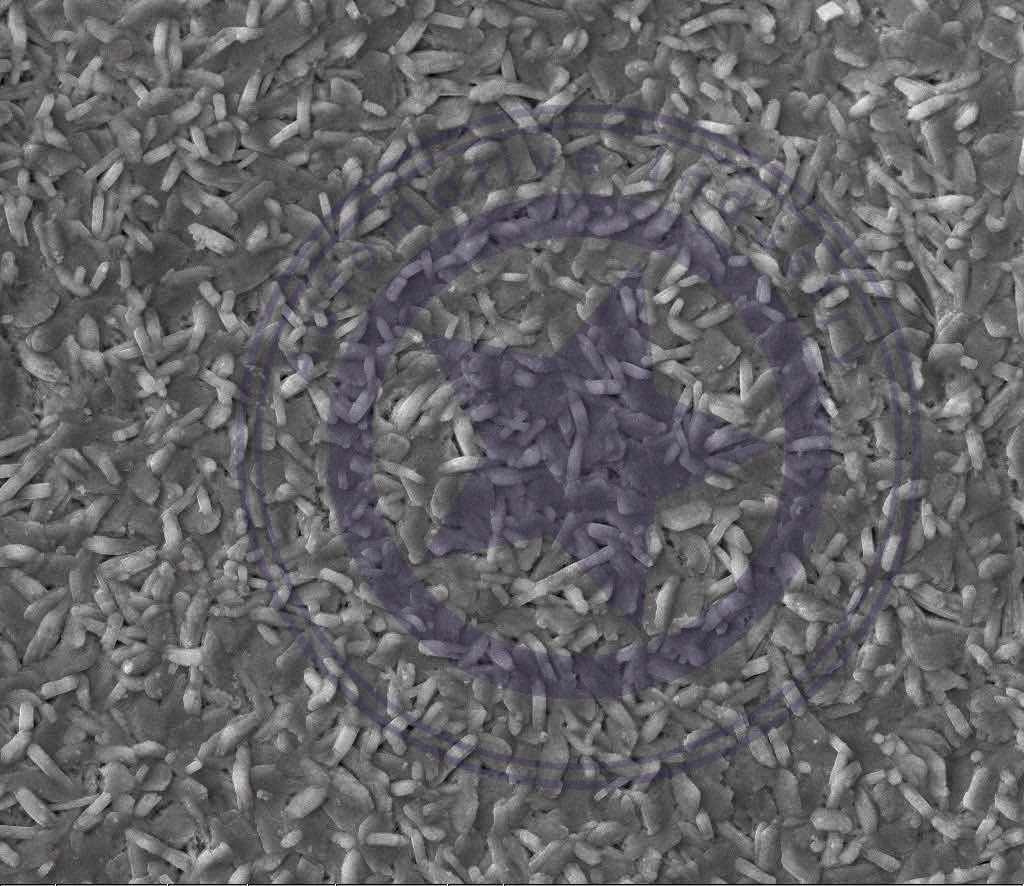
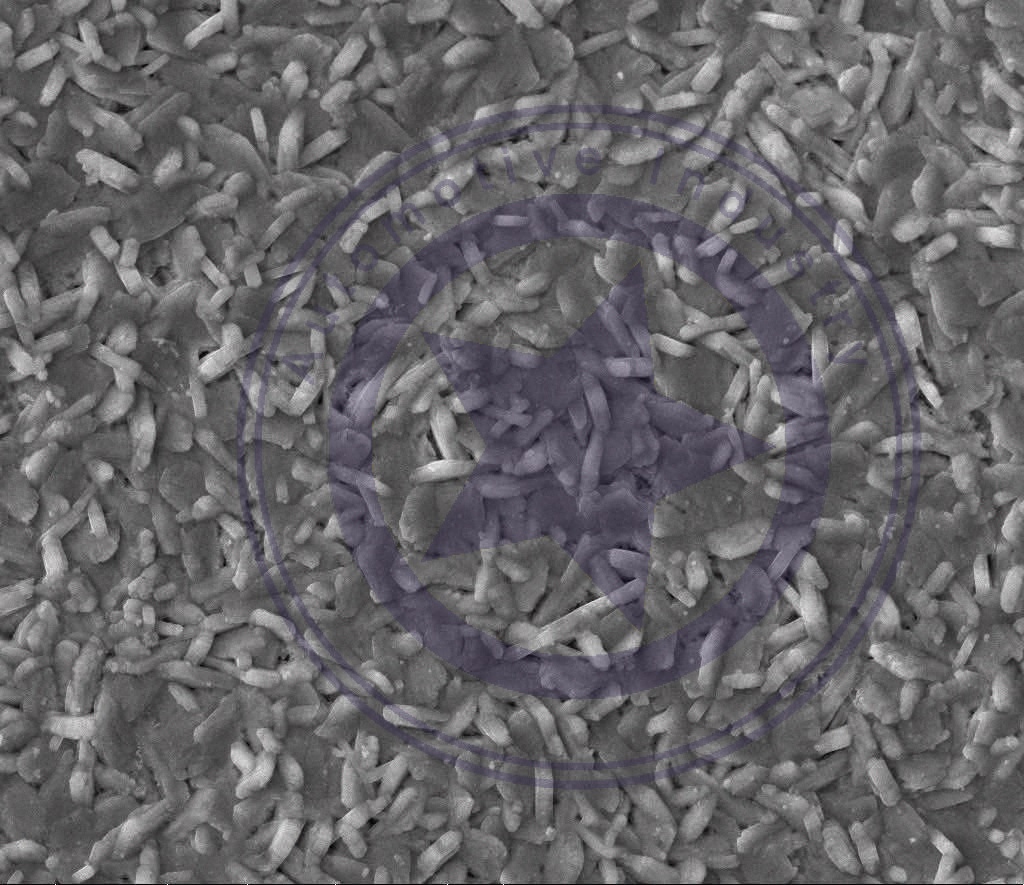
This is a chemical process of interaction of phosphating with activation, as a result of which a chemically bound layer of rough crystals is formed on the surface.
Photo of phosphate crystals in 1000 fold magnification.
Phosphatization in turn is the basis of the cataphoretic coating.
In Process paint there is such a thing that they do not paint the body (metal), namely phosphate.
The application process is carried out by deeping the body in a bath and finding it in a solution according to the set time and parameters.
The following parameters of phosphate are monitored: Total acidity of solution (OK), free acidity of solution (SC), Zinc, Fluorides, Gas point, mass of phosphate.
To check, use plates and pass with the body on technology, then this plate is weighed on scales by an accuracy of 0.001. The amount of phosphate is determined by the supplier of materials, usually in the range of 2 to 4 g / m². The solution is prepared on DI water.
The life-sustainability (ability) of phosphate is 3 days, after this period the phosphate on the surface is destroyed as a result of lack of adhesion to the subsequent layers of the coats.
- Washing the body after phosphating the surface is an integral part of the PT and consists of 2 stages.
Stage 1 – washing the surface using the irrigation method, i.e. body passes through the tunnel and on it is applied water pressure of the nozzles. The volume of such baths is about 15-30 m³, depending on the area of the body.
Stage 2 – flushing the surface of the body by deeping, i.e. the body is deep completely in the solution and, when deeping, it slopes down and up so that no air bubbles form. An obligatory process when lifting the body is irrigation.
- The passivation stage is carried out both with immersion and irrigation.
This process forms a very thin layer of oxide layer on the metal. If this layer has a significant thickness, the adhesion strength of the coating to the surface of the product will be low. But with a small thickness and a certain layer structure, a good adhesion of the base metal to the coating (cataphoresis) is achieved and its porosity is reduced.
The video shows the technological process of passing the body on the line PT – ED:
1.5. Cataphoresis primer (KTL, first primerl) / ED (English) / KTL (German) – “Heart” of the entire painting process and the anti-corrosion properties of the body.
Cataphoresis primer is a lead-free two-component coating (composed of Pasta and Emulsion) of a new generation. Cataphoresis has the following advantages: environmentally friendly material (lead-free, low VOC, no Cr), high penetration, low sedimentation at the bottom of the bath, low drying temperature, excellent corrosion resistance, low consumption and good oil resistance.
- A detailed description of the cataphoresis and anaphoresis is at this link.
- A detailed description of the anolyte process can be found at this link.
The process consists of 3 separate clouds combining 1 important process.
- The bath is usually 100 m³ for one body or 200-300 m³ for several. The bath is loaded with paste and emulsion in a ratio of 1: 5 or 1: 6 by volume, as well as various additives to improve the filling and smooth coating, an important indicator is the dry residue that remains on the body after high-temperature polymerization in the oven (drying). In the bath along the entire perimeter (left and right, as well as on the bottom) there are dialysis cells in which the rod “cathode” stands, with which the material in the bath is charged, tk. body has a “minus” as a result of the voltage is the process of depositing the material on the metal.
- Application parameters.
The temperature of the solution in the bath must be kept in the same range from 33 to 34 ° C
The residence time during the application of soil is usually not less than 120 seconds, optimal 180 sec
Voltage from 300 to 400 V
Current strength from 300 to 700 A
The thickness of the coating is from 20 to 30 microns, at some European plants the thickness is “laid” at least 35 microns.
This is done so that the thickness in the hidden cavities is higher, because the ratio of the front surface is 2-3 times larger relative to the inner one.
Cataphoresis primer has a tendency to progress, the main parameter is penetration into hard-to-reach places. Accordingly, each new type of coating is improved, it is logical that expensive soils are used in more expensive brands of cars, such as zinc-primed soils.
Regardless of the country of production, similar coating materials are used, i.e. with localization, quality does not suffer.
In fact, it is the cataphoretic coating that we mean, at the time of buying a used car “broken” or not purchased transport. Because the absence of cataphoresis primer directly affects the quality of the paint coating and anti-corrosion resistance. The replacement of the body element with a new one without this coating is unacceptable.
For all the durability of the cataphoresis coating, an important component is the steel grade used, in the case of using cheap metals, the anticorrosive properties decrease.
- The process of returning material to the bath using UF Models. The formed coating on the body after the KTL process must necessarily be rinsed, in order to avoid such defects as roughness, foam marks, stains, and to minimize the transfer of material in the hidden cavities, for this purpose, the bodies are washed with ULTRAFILTRATE.
ULTRAFILTRAT – is a liquid (DI water) in which there are various impurities, including components of the previous stages of PT. The UF Module is a cylinder in which a huge number of cells, cells of the size of ultra (nano), they are divided into 2 components, one component of this material, it goes back to the bath, the other is ultrafiltrate, enters a bath or a body wash tank.
The applied (used) KTL primer is usually pale gray or pale brownish-green, designed for painting with subsequent layers.
Modern KTL coatings provide resistance in a salt fog chamber 1500 hours, similar to 6 years of operation under normal conditions. The required protection is the absence of through corrosion.
The check is carried out as follows:
The plates are passed through the body of the PT + ED + oven, after 72 hours of soaking, X- or T-cuts are made on the plates with a knife 1 mm thick, then placed in a salt spray chamber for 1500 hours.
Assessment of the condition: the thickness of the incision should not exceed a width of 2 mm after 1500 hours.
Method according to GOST 9.402 from 2004.
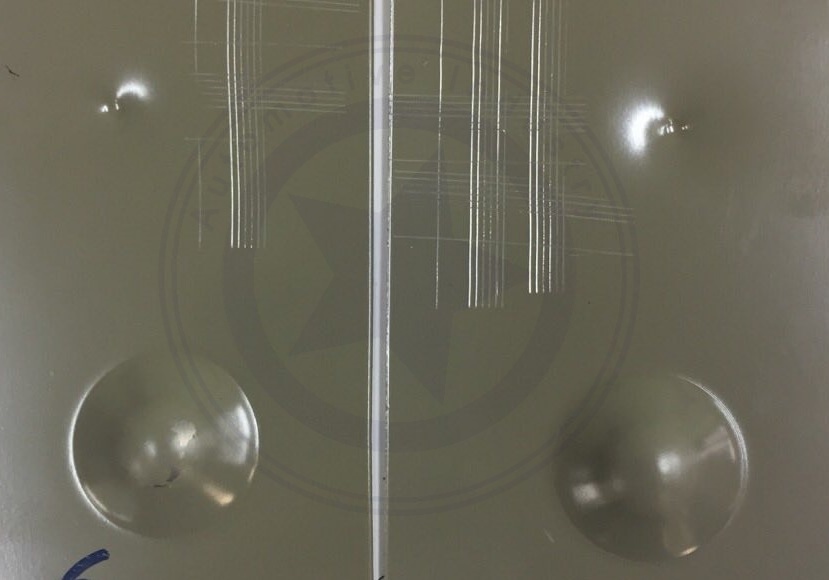
The Automotive Industry team is working on an independent project to test topcoat materials and anti-corrosion compounds.
This is how the KTL plates look after testing in the salt fog chamber for 1500 hours; the width of the X-shaped incision does not exceed 1 mm.
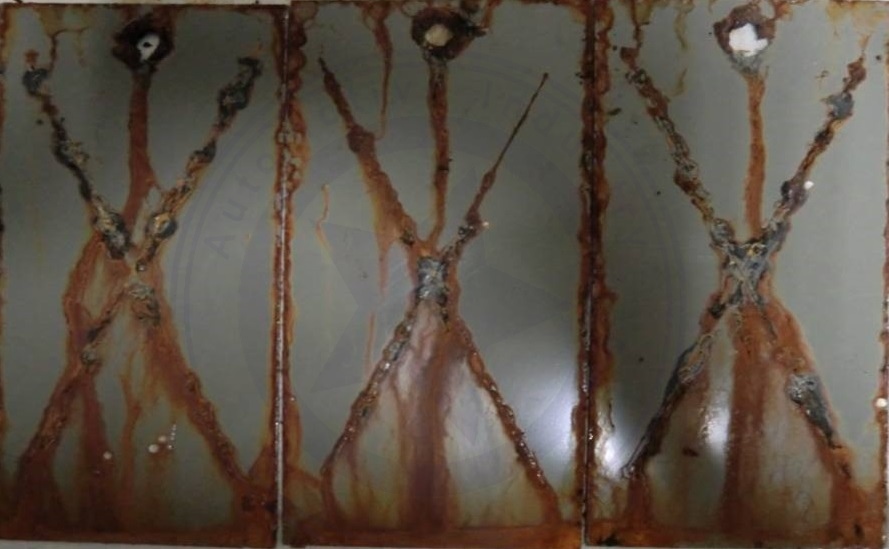
Coating with cataforesis, does not meet the quality standards. Thickness 17-19 microns

Coating with cataforesis, the quality is in accordance with the norms. The thickness is 20-22 microns.

Coating with cataforesis, the quality is in accordance with the norms. Thickness 18-20 microns.

Test of cataphoretic coating for strength through impact.
Quality complies with Adhesion 1 point

Coating quality does not meet the standards (delamination of metal)

2 colors of cataphoretic primer (gray / brown-green) under the condition of aging technology

Color cataphoretic primer superheated in the drying chamber, is subject to breakage.
Several options for automatic lines cataphoretic deposition of primer.
- The video is one of the first versions of the primary soil application line, the PTC line (Suspended Pusher Conveyor). The disadvantages of this installation: the appearance of sodiness on the roof of the body, only the predetermined trajectory of the body (it does not always allow to take out bubbles from under the roof, hood, trunk), respectively, a small angle of the body (about 40 degrees). Pros: cheap and easy to maintain this equipment.
- The second option from Dürr, is one of the first developments for the KTL line. Cons: setting the trajectory for only one type of body, a small angle of the body (about 40 degrees). At the moment, Dürr offers better settings, but they did not make it to the video.
- Third option from EISENMANN, installation of the Vario-Shuttle. Cons: Expensiveness of installation, the angle of inclination is not more than 100 degrees).
- The fourth option is also from EISENMANN, the E-Shuttle 300. It is considered the advanced equipment in this segment, the body is flipped 360 degrees, while allowing the body to move vertically. Above in the GIF animation is the installation work.
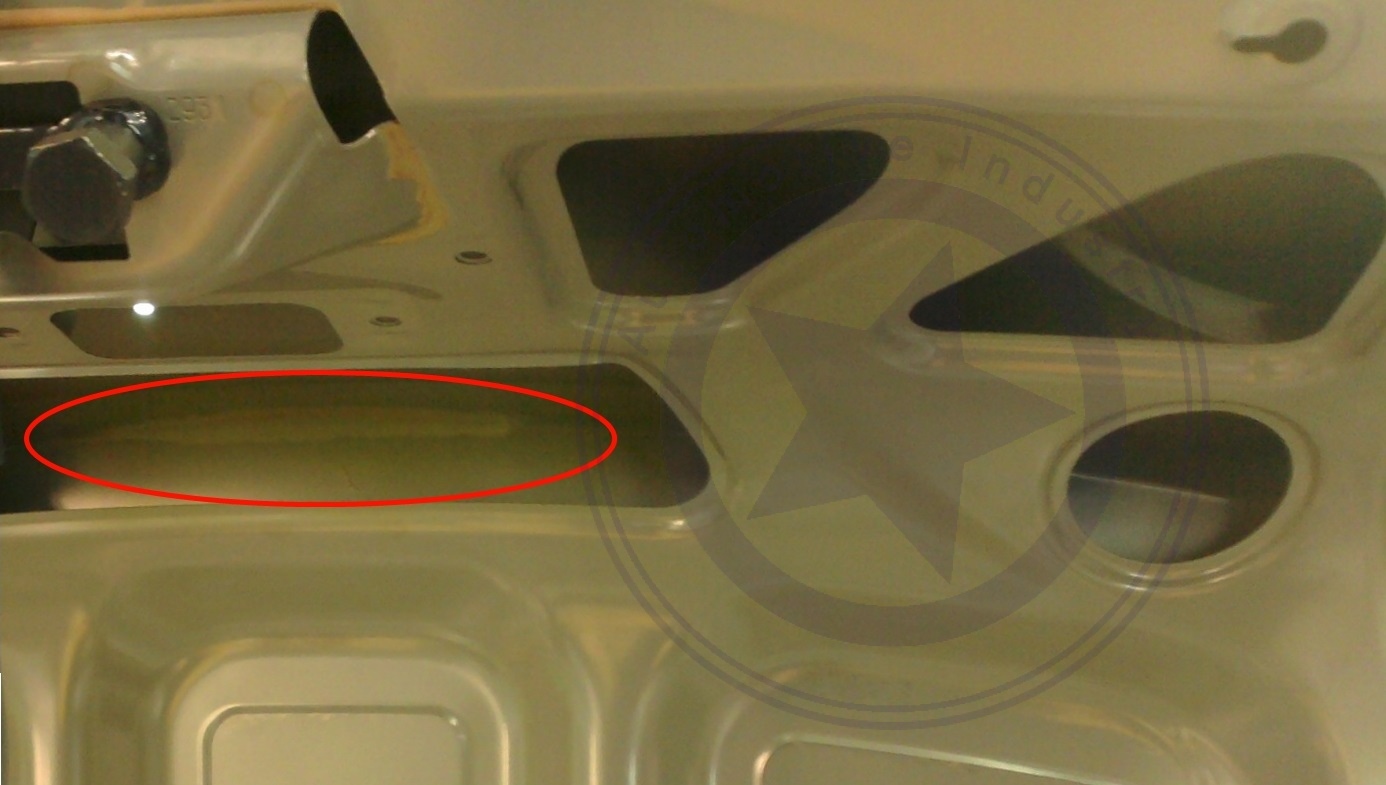
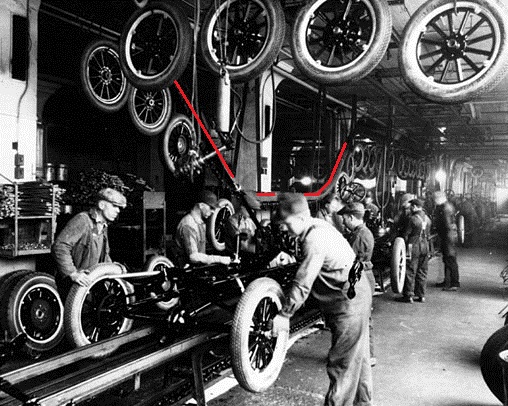
A bit of history. The P & F (Power & Free English version) conveyor variant is considered one of the first in the automotive industry, and was used at the FORD auto plant in 1913 to supply parts (generators) to the workplace. The conveyor type of the GNK (Freelander Conveyor), the same PGA (Suspended Load Conveyor), was borrowed in the food industry and used for hanging and transporting meat. Later it was modified in the PTC to work with heavier loads. On the photo is marked with a red line.
At automobile factories of the world, technological equipment is often a weak part of the complexes, regardless of the purpose. The reason is the lack of proper maintenance, namely unskilled personnel (often), savings on spare parts.
Qualified personnel in this field are rare, and not always responsible, which makes the producer dependent. In defense of the automaker, it must be said that training and staff development is mandatory, but at the same time an expensive exercise.
It is logical that these factors reduce the resource of the equipment itself and increase the number of stops (downtime) with the time of production.
It should be noted that the quality of the coating also depends on the operability of the equipment, i.e. as a result of downtime, the technical process is disrupted, and the following types of defects are formed, for example:
-
- Stopping (as a rule) for more than 6 minutes in the phosphatizing bath, as a result of the reaction of the acid to the body, the process of “eating” the metal begins and its thinning occurs.
-
- Time delays after the phosphate bath without subsequent washing cause corrosion on the inner surface of the roof, bonnet. If you do not remove the corrosion with citric acid, the consumer will get rust after a certain period of time. In this case, the removal of rust by citric acid is not part of the technical process, but is used out of the public, because the admission of this defect sentences the body to write-off in recycling.
-
- The downtime of the equipment when the body is immersed in the bath of the cataphoresis affects the thickness of the coating (depending on the moment the power is cut off on the equipment). But, it is worth noting that the shutdown of equipment at the time of immersing the body, with the immersion is incomplete and then a long stop in 100% of cases leads to write-offs in recycling.
- As a result of the defective (including not cleaned) dialysis cells of the KTL bath, a difference in the thickness of the cataphoretic coating of the right and left side of the body is observed.
After passing through all stages of PT and KTL, the body in manual or automatic mode is reloaded from the satellite (shuttle) at a discount, because Further the body will pass all stages on the floor conveyor.
1.6. Oven KTL
Consists of 2 or 3, and sometimes from 4 separate stages. The number of stages is calculated at the design stage and depends on the speed of the body through the furnace, the “polymerization window”, the metal capacity of the body (mass and dimensions). Each stage is a unit in which there is a separate (independent) burner operating on gas fuel, heats the air to a predetermined temperature and is supplied by fans to its stage, before that hot air passes through 2 stages of purification with the help of heat resistant filters.
Example of temperatures in each stage:
1 -180 °С
2 -190 °С
3 -200 °С
Temperature control on the metal body is carried out using the Grand and DataPack. Special sensors are installed on the body, (floor, door, roof, torpedo) and passed through the furnace. Then the device records the temperature on each element. If necessary, an adjustment is made in each stage.
The main factor and indicator in the color of the bodies is that you create technological parameters for heating the metal, and it in turn polymerizes all the necessary layers of paintwork.
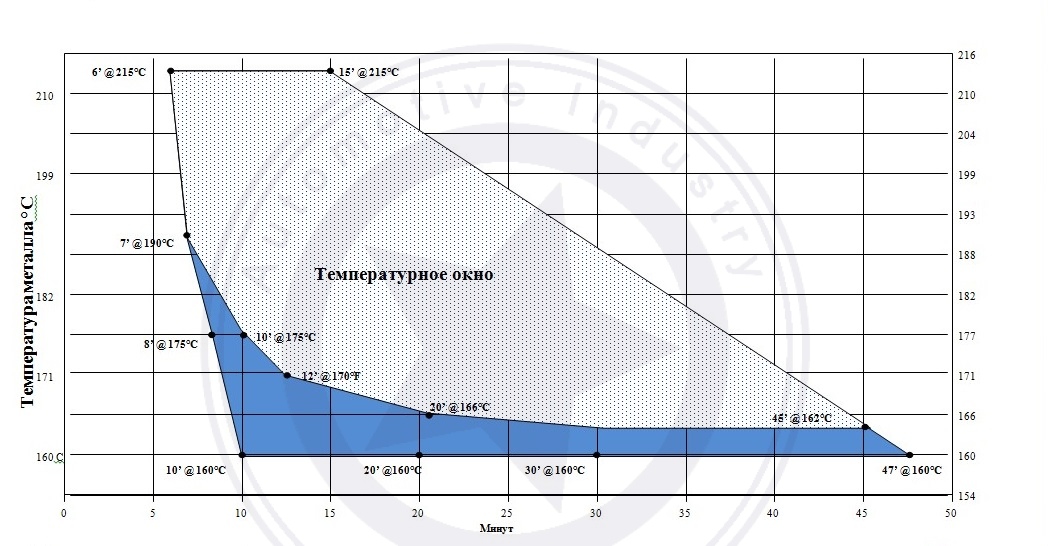
Window Drying for KTL primer – “White field” – this is the optimal hit in the specification.
Also, a quick soil polymerization test is an Acetone test.
Acetone test to test the polymerization of cataphoretic (KTL) coatings, the most important process in coloring, in the case of a non-dried coating, the complex will separate from the ED coating, as well as an accelerated process of corrosion development.
1. General information and place of application
The process of cross-linking in the cataphoresis occurs due to the chemical reaction of the reactive groups and, thus, depends on the drying conditions employed. A sufficient degree of cross-connection is necessary for good mechanical / technological characteristics and for protection against corrosion. This method is necessary to test the cross-linking of dried cataphoresis with methyl isobutyl ketone and / or acetone.
Application: Cataphoresis
Attention: Wear protective gloves and perform the test under the hood!
2. Материалы
- 1 standard painted test plate
- Wrapping
- Methyl isobutyl ketone
- Acetone
3. Sampling
Before taking the sample, the test substance must be mixed to obtain a homogeneous mass. The sample must represent the test product. The sample quantity should be sufficient for two step analysis.
4. Procedure
Since the solvents used in the test are very dangerous, the analysis must be carried out under the hood!
Dry the cataphoresis under the necessary conditions (temperature, time). Wear protective gloves, soak a piece of wrapping paper in one of the solvents.
To check the resistance to solvents, rub the test plate with solvent-soaked paper (20 double strokes by hand), pressing with one hand on the plate as far as possible. Make sure the paper contains enough solvent to wet the plate. Wet the paper in the solvent before each new plate.
Perform a test with methyl isobutyl ketone and acetone on the outer surface of the test plate.
5. Evaluation
When the cataphoresis dries on the surface (after 30 minutes), evaluate the appearance of the test area by comparing it with the corresponding sample plates. Evaluate the plate using the following scale:
0 = there are no changes on the surface at all
1 = the coating layer is slightly damaged, the first visible changes on the surface
2 = clear swelling of the coating, no delamination
3 = stratification of the coating
A detailed description of Cataphoresis and Anatophera can be found at this link.
In oven body can not be more than a given time, this period is also calculated for each production separately, the approximate residence time is 30-40 minutes. Downtime beyond the normative time affects the quality, in the case of a long time in the drying chamber (more than 20 minutes in excess of the set time), the coating becomes brittle, so a car that has received even a slight damage will get a crack on coating. The movement inside the drying chamber takes place through the means of the floor conveyor line (extremely rarely on the hanging line, mainly lines on obsolete installations), while using an inappropriate type of oil to lubricate the moving parts of the conveyor leads to craters on the body surface, a similar defect requires additional grinding body, in some cases there is a write-off in the final marriage.
In conclusion, it is worth noting that each production site affects the quality of the coating, the specified limits in the process of applying one of the important layers (cataphoretic primer) are rather narrow, and small deviations affect further the performance characteristics. Such industrial processes on a large scale can only afford large manufacturers, because the maintenance of such a complex is expensive, in view of this, the sites that are not loaded with production of cars are unprofitable. For example, the content of only chemistry at this facility during the weekend of the month (6-8 days) with a productivity of 16-21 body / hour, subject to a working week of 5 days / 2 shifts in monetary terms, is approximately 300 thousand rubles.
At the following technological stages of painting the body, information will be available on the repair grounds capable of conditionally replacing the production site with a cataphoretic coating if it is damaged to metal.

