

Копирование текста разрешено при условии ссылки на данный контент.4
4.1 BC/CC
The application takes place in 2 layers first put the base layer of enamel, next a layer of clearcoat. The body enters (enters) into the painting booth of the base layer.

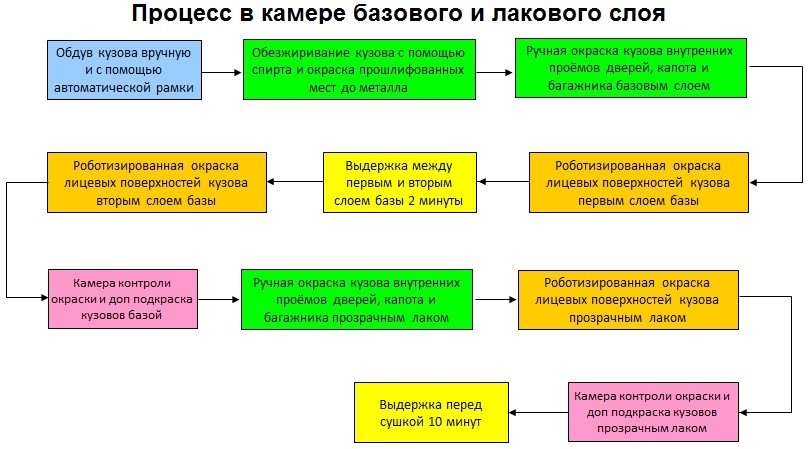
The Spray booth consists of 12 operations:
1. The body is blown with compressed air automatically in the form of a frame, as well as manually with the help of personnel.
2. Manual degreasing of the body surface using lint-free wipes moistened in technical alcohol or impregnated by the supplier in the form of disposable wipes.
3. Inspection of the bodywork by the painter on the subject of polished areas, if necessary, painting 2K with universal epoxy primer.
4. Manual painting of the internal space of the body, door openings, engine compartment, trunk.
5. Robotic coloring of the front surface of the body with the first layer.
6. Exposure 2 minutes.
7. Robot painting of the front surface of the body with the second layer.
8. Spare manual post in case of breakage of robots and painting the front surface.
9. Flash off 12-15 minutes, i.e. the body travels further along the booth; at this moment the house painters paint the interior of the body, door openings, engine compartment, and trunk with clearcoat.
10. Robotic painting of the front surface of the body 1K clearcoat.
11. Spare manual post in case of breakage of robots and painting the front surface.
12. Flash off zone 15 minutes before oven the complex.
In European manufactories, when painting the internal and front surfaces of the body, automatic application of a basecoat and cleatcoat is used. Manual application not used in spray booth.
1. The body is blown with compressed air automatically in the form of a frame, as well as manually with the help of personnel.
2. Manual degreasing of the body surface using lint-free wipes moistened in technical alcohol or impregnated by the supplier in the form of disposable wipes.
3. Additionally and finally, the body is treated with special rollers on which Emu feathers are installed. Feathers remove static and nap that remained on the body.
4. The body “arrived” at the waiting point, then special robots open the doors and fix them, others paint the interior, at the end of the painting the robots close the doors and the same robots paint the front surface with a delay between layers for 2-3 minutes. At the end of this process of painting the body moves into the lacquer chamber, where it is painted according to a similar process.

A significant advantage of this technology (process) is the permanent sealing of the painting booth, the painters do not enter and leave the painting booth. A complete automated process allows you to save on materials and reproduce quality to the level better, because There is no human factor when painting. Accordingly, the dimensions of the spray booth are significantly smaller than those of a booth with manual posts. START / STOP technology is used, the performance of automated booth in the range of 20-30 bodies per hour.

Basecoat AEO and AEM
Enamel (paint) or basecoat is designed for painting bodies and plastic products in order to provide a decorative look.
The main components included in the basecoat:П
- Pigments.
- Fillers.
- Different metallic materials (mica, titanium, aluminum, etc.).
- Saturated polyester resins.
- Melamine resins or melamine alkyd resins.
- Solvents, heavy, medium, light.
- Aliphatic solvents.
- Aromatic solvents.
- Cellulose acetobutyrates.
- Additives from litter, from coagulability and to stabilize the paint.
- AEO – not metallic under a clearcoat, thickness from 30 to 50 microns.
- AEM – metallic, thickness from 10 to 25 microns depending on color.
The thickness of the base and clearcoat should always correspond to the specification, material passport or technical specification.
The base of BC1 and BC2 is painted in the ratio of 60/40 or 70/30 between the robots of the first and second layers, this is necessary so that later the painted body has maintainability in the case of point repair.
Base enamel must pass the entrance control before painting and must comply with the following indicators:
1. Viscosity at delivery (initial viscosity) by viscometer VZ-4 (VZ-246).
2. Mass fraction of non-volatile substances in%.
3. The degree of dilution to working viscosity in% (the more, the better and more economical for the production process).
4. Sedimentation or exfoliation.
5. Specific volume electrical resistance.
6. The drying time of basecoat before applying claercoat.
7. Hiding power.
8. Color.
9. The appearance of the painted plate in the laboratory (there should be no inclusions).
10. Coating strength at impact and tension.
11. Conditional light resistance.
12. Flash point in closed crucible.
13. Adhesion of the basecoat to the secondary primer.

1K Transparent clearcoat, or 1K a Clearcoat 130C.
1K Clear coat necessarily passes the input control before painting and must comply with the following indicators:
- Viscosity at delivery (initial viscosity) by viscometer VZ-4 (VZ-246).
- Mass fraction of non-volatile substances in%.
- The degree of dilution to working viscosity in% (the more, the better it is more economical for the production process).
- Specific volume electrical resistance.
- Color (should be transparent after the furnace).
- The appearance of the painted plate in the laboratory (there should be no inclusions).
- Coating strength at impact and tension.
- Conditional light resistance.
- Flash point in closed crucible.
- Adhesion to the base enamel.
- Gloss coverage of at least 95%.
- Resistance varnish to gasoline and water.
- Resistance of varnish to bird droppings (European methods and requirements).
Salt fog test is 1500 hours, the width of the X-shaped incision does not exceed 1 mm.

Complies with quality standards.

Spraybooth BC / CC and Primer have a similar structure, including the principle of operation. The only exception is in size, it is longer due to the application of two layers in one booth. The robots of metallized basecoat can also differ, the principle of application can be pneumatic or the base / clearcoat booth, also consists of 3 main parts:
- The base (foundation) is a hydraulic filter. Due to the circulation of water, the paint is washed off under the grate floor of the main spraybooth, then the water is filtered through the cleaning system and returned to the spraybooth, and the paint is stored in containers, i.e. This is a complete paint recycling system from the spraybooth. The new approach is offered by German companies, the EISENMANN E-Cube system is the best in this segment. The principle is based on the air flow of the inlet fans, with the help of the latest paint waste is collected in cardboard boxes and right at the time of the camera operation, the full boxes can be replaced with empty boxes.
- The spraybooth itself is of the type through passage; floor chain conveyors or roller conveyors are used as transport equipment. In order to save material, static paint is used in almost all plants. In comparison with the pneumatic principle, the economy of material is up to 70%. An integral part of the working cycle is the correct balance in the booth (horizontal and vertical air flows), in the case of a weak stream, dust will occur in front of or behind the running bodies, with a strong stream of non-paint and blowing paint into the hydraulic filter. The temperature range in the chamber ranges from 19 ° C to 24 ° C and a relative humidity of 65-75%, regulated by industrial air conditioners.
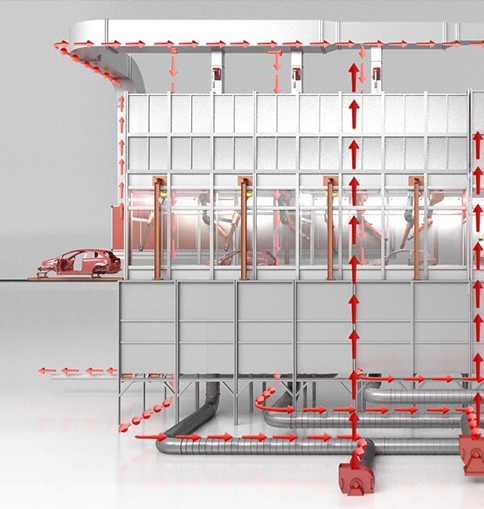
- At the top of spraybooth system is used with filters duct called “plenum”, the problem of this design is to create a working air balance in the booth and air supply.
The connecting link between the application chamber and the drying chamber is the “spreading zone”, this is a dust tunnel with a length of about 15 meters and serves to evenly spread paint on the body.
4.2 Oven Base/Clearcoat
The principle of operation of the drying booth (“Drying”), namely the equipment, is completely identical to cataphoresis and secondary primer. The difference lies in the set temperatures for the zones and the heating rate of the metal. The temperature window of the metal should be 30 minutes at 130 ° C.
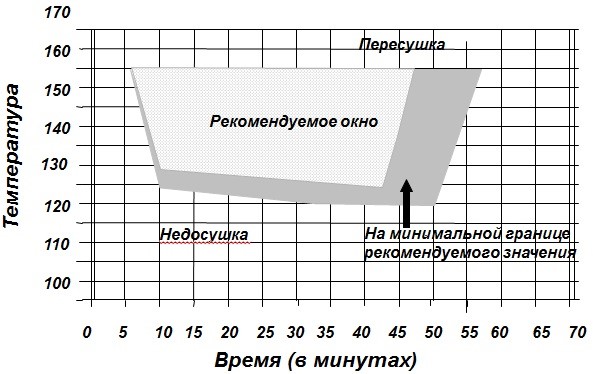
Temperature by zones:
- Gateway from 90 to 110 ° C
- 1 zone = 130 ° C
- 2 zone = 150 ° C
- 3 zone = 140 ° C
In Russia, gas is used as a fuel for heat generators of oven booth; in Europe, infrared drying lamps with a certain frequency and wavelength are used for drying booth. The essence of the difference is only in the cost of energy.

After the oven booth, the body goes through a cooling zone in order to lower the temperature and carry out the following operations.

European industry uses more modern technologies of applying a base and clear coat:
- More and more technology and materials called 3WET are gaining momentum, this is when 3 layers (Primer + BaseCoat + ClearCoat) are applied wet on wet. Primer + Basecoat is water-based, which is cheaper when recycling paint and making it. This technology requires high quality on the paint line and filtration system, because all defects will appear on the next layer.
- Hi-Tech / Ceramic clearcoat / powder-based clearcoat. All these clearcoat have an increased hardness of the coating while not losing their elasticity. During operation, less are chipped, scratched, the risks of hand clearcoat. Used on premium cars. Powder lacquer uses the company BMW, in fact, waste-free production, because it is recycled (captured) and re-stained.

4.3 Polishing
The process is completely identical to the process of grinding the body for the refinement and placement of personnel, all the difference is only in materials.

Defects of the complex paintwork are detected visually and tactile with the help of special gloves.
The grinding of the specks is eliminated with the help of Dynadrady or 3M machines with 3M grinding discs A5 and A7.



In extremely rare cases, manually using a keg.

Remains of grinding dust is removed, lint-free cloth 3M.

Put paste 3M – the most common and one-step is considered to be 13,084. Polishing is carried out using polishing machines f. Dynadrade or 3M – polishing time 1 point from 7 to 10 seconds.


Rubbing polishing paste residue.

4.4 Inspection, quality control of the coating
The inspector of the Quality Control Department on the inspection line inspects the surface of the paintwork on the painted body, then decides on its quality, if OK then sends further to Movil (anti-corrosion coating), if not, for minor repairs or repainting.
Selective quality control of the body.
Once a shift, the inspector or controller must check the body of the same type and one color for compliance with the requirements of the quality of painting, if the body types are 5, then all 5 and all different colors are checked.
Quality indicators that are checked by an engineer or senior quality inspectors:
- Adhesion on non-face surfaces
- Thickness of complex and layer coating
Thickness consists of:
- cataphoretic coating from 20 to 25 microns (foreign manufacturers from 30 to 35 microns)
- secondary primer from 35 to 45 microns (foreign manufacturers – the same indicators)
- Base AEO or AEM, depending on the color and hiding index from 10 to 30 or 40 microns
- Clearcoat from 35 to 45 microns foreign manufacturers – the same indicators)
The total average coverage is 22 + 40 + 20 + 40 = 122 μm, with a repainting of the body, + 20 (Base) + 40 (clear) = 184 μm are added to 122 μm.
Practice has shown that a thickness of more than 200 microns leads to strong chips and a violation of the elasticity of the film, possibly with chips, detachment of the full complex.
Gloss – measured by the instrument BYK-Gardner, gloss varnish should not be below 95%.
Orange peel – is also checked using a BYK-Gardner Wave-Scan.
Hardness – must be 0.7 (at the pendulum) or not lower than HB.
The color is measured using the X-Rite device, BYK-Gardner and visually, the panel is applied to the body and evaluated for compliance, if necessary, corrected on the base robots.

Thickness – measured by the Elcometer device or more expensive and modern thickness gauges, the cost in the range of 150 thousand rubles. up to 1 million rubles
Reporting of paint and metal defects:
- Quality control per unit of output, is recorded in all defects for analysis and further response.
- “Ideal production” of coloring, provided that products are repaint per day by no more than 5%, in European factories the indicator is in the range of 1–2% (maximum).
4.5 Spot Repair and Heavy Repair
Small repair (Spot Repair) is used in the event that on the surface of the body it is necessary to eliminate the defect after straightening, tearing the paintwork with paintwork (for example, touched with a hose), large or medium litter in one place .
The body is driven into the painting booth, then the painter mates the surface of the plot, puts the base, then 2K clearcoat, then “blurs” the border with transitional clearcoat to eliminate the visibility of the transition boundaries between the repair and conveyor surfaces.
Drying is carried out with the help of an IR lamp, heating the surface to 130 ° C for 15 minutes, then the metal cools naturally at ambient temperature, then the painter polishes the painted surface and the body goes to the application station (anticorrosive).
Repaint (Heavy Repair) or replacement of body elements is divided into 2 stages:
- In the case of a mass defect on the body, not paint, clouds, pulsations, i.e. all those defects that do not meet the quality standard must be eliminated or repainted, then the body is prepared for re-painting according to the process of identical grinding of secondary primer, but the whole surface is necessarily matted, otherwise there will be no adhesion and the body will be written off into marriage. By all the rules and regulations, only 1 repaint is allowed, then the body is rejected and written off.
- Replacing any elements of the body, i.e. Everything that is removed on the body is sent to the OK (Quality Department), the parts that have not passed the Quality Control Department, are painted separately on the defective body and are left for possible replacement of another body. In this case, a mandatory rule, all elements and parts are painted in the same color to eliminate tonal differences. Such a defect may serve as an argument for replacing the vehicle or item.

