

Copying text is allowed provided that the link to this content.
![]()
Plastics and plastic details painting using in production and tuning.
The process is the most demanded among manufacturers of tuning and different closures, because of its recompensation with minimum costs.
The plastics is painted with 1K without hardener or 2K materials (consists A component – material and B component – hardener – polymerization accelerator.
The process is two-parted:
- Low-budget (manual)

- Industrial (automatic)

Pacing stages of plastics painting process:
1.Hanging of details on jigs.
Jigs – special equipment which fully or partially follows the shape of details.
Partial equipment is made of metal pipes and clips in order to fix the detail firmly. This jig is just a “skeleton” of the detail.
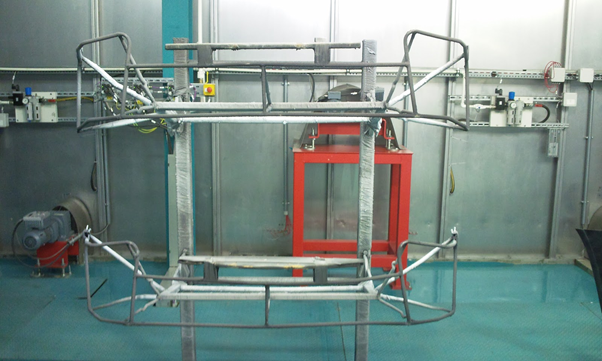
The drawbacks of jigs are in its metal frame, because it’s very difficult to produce the detail which follow the shape with all the accuracy. There is a high declension risk in production of jigs, effecting on the quality of finished product in the form of the following defects: bumps or frame misalignment (under the temperature of 90-110°С (maximum temperature of using metal jig) the plastics becomes mild and get a form of jig).
Also metal jig drifts out of alignment while mechanical or automatic (with the help of high-pressure washer) cleaning.
Full form equipment is bumperformers production of high-strength fiberglass following detail geometry in full. While treated in oven under the temperature of 90-110 °С the plastic fully take the shape of “former”, thus the detail can be “dried” under the temperature of 130-140 °С without the risk of losing the shape. It helps to save costs on hardener (B component) and equipment for including and serving of hardener.

The drawbacks are the following: there is a need of careful handling of jigs and dot mask of former before the painting.
Hanging and placing of details on jigs (skids, wagons, supporting blocks and others) during the whole process of plastic details painting is a very important and special process which requires engineering site of view with respect to locating from one another, level of angular position, moving-out forward/backward towards to central point.
Under automatic washer with irrigation the details have to be set under the certain angle of decline and positioned differently if there are more than two details on the skid side by side. The case is that accumulated water will drop off from the upper detail to the lower one thus being made water stains what may lead to defects in painting process.
2.Degreasing (surface prepare).
– Automatic bumper washing includes 6 stages:
Stage 1. Washing with the help of pulverizes under the pressure up to 2 bar, using the high concentrated alkaline solution heated up to 60-70°C.
Stage 2. Washing with the help of pulverizes under the pressure up to 2 bar, using the average concentrated alkaline solution heated up to 30-40°C.
Stage 3. Washing out of accumulated alkaline solution with the help of demiwater under the temperature up to 30°С.
Stage 4. Washing out of accumulated alkaline solution with the help of demiwater under the temperature up to 30°С on the condition that demiwater is on the flow in order to support low concentration of all the following tanks.
There are filtration systems for tanks of 1 and 2 stages, with the filter cell of 50 or 100 micron depending on bumpers pollution.
3.Drying after automatic washer.
This stage is not so necessary, but equipment suppliers include this technology in order to supplement the whole process. Because the drying minimizes the water on the details surface and under the temperature of 80-90°С the water evaporates fully.
4.Plastics baking (removing of hydrophobic effect at molecular level for paints materials spreading), one “large” bond forming.
Hydrophobicity (low wettability or high craterforming) is a nature of the most of organic hydrocarbyls substances, metals, semiconductors and others. Hydrophility is especial case of substances connection with solvent – liophilicity, liophobicity.
Baking is the most important and the key process of plastic painting, since if the detail will be of low quality surface treated on the bumpers of PP (polypropylene)the paintwork is high probability to scale off from the plastic. Baking quality is depended on gas quality, temperature, processing speed, incorrect proportion of gas and air in burner.

Baking is completed as manually so with the help of robots. At the present time all automobile manufacturers, including Russian ones, practice baking with the help of robots.
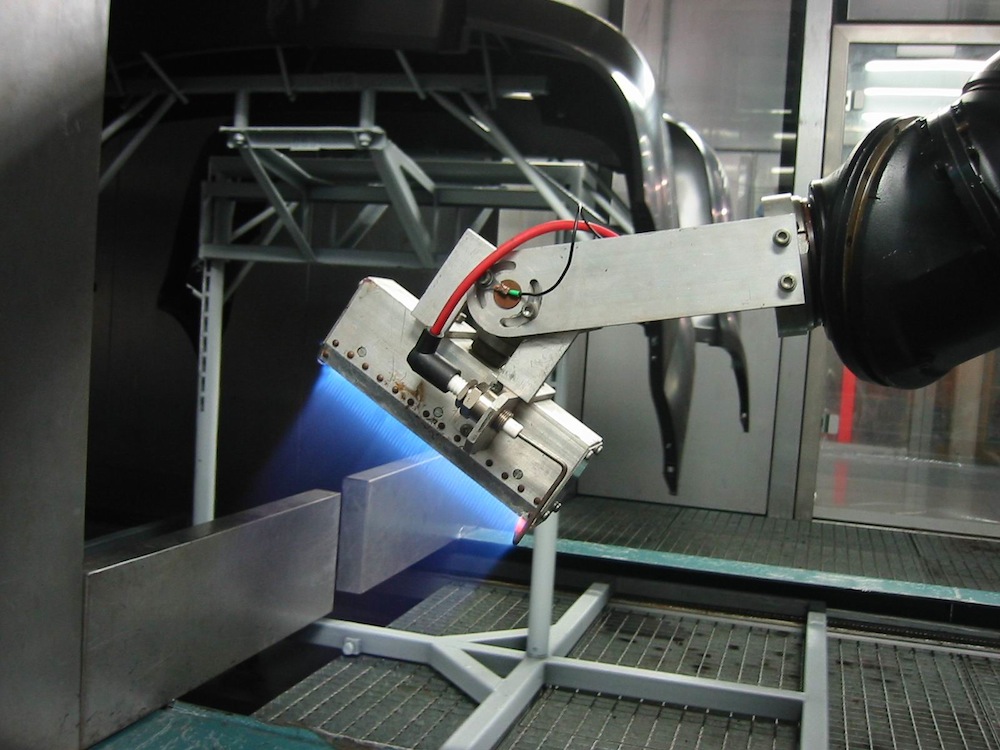
The analogy of baking is 1K basecoats with high-concentrated solvents which merge the upper layer of plastic and eat into plastic structure. Under the quality-to-price ratio the baking is the more efficient but not universally applicable because of its using only with the propylene.
5.Application of 1K or 2K basecoat.
Both 1K and 2K basecoats is applied by robots or manually with thickness from 10 to 30 micron (sometimes up to 60). Coating thickness is depended on quality of molded plastic (bumper), i.e. on material and its molding press. Most often on Russian market plastic quality is of a low level, due to this it is needed to apply with thickness which is higher than in specification and to cover all the possible defects (pinholes, scratch marks and others).

5.1.Flash off
If the plastic is of the highest level, so the basecoat passes soaking zone, in other words solvents evaporation under the temperature of 25-30°С during 15 minutes, and then gets into paint booth of base layer.
If the plastic is made of low-quality materials and has some defects and in view of this there is a need to achieve a high level, so a manufacturer dries the basecoat in oven during 30 minutes under the temperature of 80°С, then polishes with abrasive P 400 or P 500 in order to finish a coat to a true surface and remove defects, after that passes for applying of base layer.
When choosing one or another painting technology it is necessary to consider all the aspects of materials and molding plastic quality and after that make a conclusion which technology is to choose.
As an example, automobile manufactory top leaders, such as VW Group, Renault, TOYOTA not in every instance use basecoats for plastic, but straightly apply a base layer, but at the same time add a special supplement providing a strong adhesive with plastic as on basecoat.
This solution is possible to use only if the plastic characteristics is perfect.
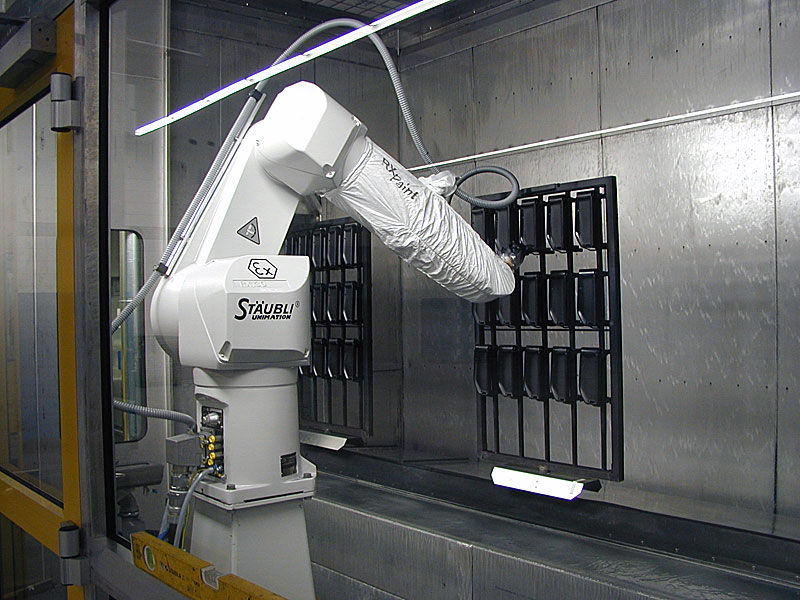
6.Painting of base into 2 layers.
Plastic is painted rather with the help of two robots or painters (manually). The first layer is applied by robots on surface in 70% of the whole recommended layer; the second one is also applied by robots but in 30% of total thickness. This percentage of thicknesses in painting by robots will let maximum get close to body color, thus to exclude “multi-shaded effect”.
The flash-off between of layers application is 2-3 minutes
All automobile manufacturers or contractor organizations, rendering support in plastic details painting, use special shaded enamels immediately for plastic details painting. The difference is that care bodies are dried under the temperature of 160-200 °С, when bumpers – under the lower temperature, what leads to lightning of bumpers color. That’s why special shaded enamels are used for plastic details painting.
6.1.Flash off
Base layer is passed to flash off area (where solvents are evaporated under the temperature of 25-30 °С during 15 minutes) and then followed to paint booth for applying of 2K clearcoat.
7. 2K clearcoat painting
2К clearcoat is applied by robots or manually in thickness from 30 to 50 micron (according to supplier’s recommendation).

7.1.Flash off
Clearcoat layer is passed to flash off area where the process of clearcoat spreading takes place providing good clearcoat covering and shagreen degreasing, under the temperature of 25-30 °С during 15 minutes, and then is followed to oven (for drying).
8.Complex drying of 3 layers.
The three layers are dried under the temperature of 80-90 °С during 30-40 minutes.
9.After drying Operator take the details down from jigs and place them on transfer dolly for further stages fulfillment. And for avoiding of plastic and its paint-and-lacquer coating damaging, this dolly is needed to be produced of safe materials.
10.Details load-out to racks.

11.Quality control and instructions for hardener use.
Hardener is a special substance reacted with a main substance generated its fast hardening (polymerization). The hardener is susceptible to air, which can cut its “life” because of water particles soaking-up. Ready solution and hardener can be used within 4 hours, and then should be disposed and a new one is prepared again.
In production quantities the hardener is held in special tanks. The hardener is blocked by dried air or nitrogen by that making impossible to be in contact with wet. The pumps inject pressure and deliver A and B components to the robots or control boxes of material mixing or dozing. Proportion is set manually and mixing is processed automatically.
12.Materials quality check, quick tests of painting quality control and deeper quality control.
In order to make certain of paint quality and polymerization accuracy, the coat is checked by two ways: with the help of benzene and spirit. These methods provide with 100% quality control of materials “dry” as in painting so in body repair processing. Plastic painting is not large-format process but a very complex one, because robots make so much motions and transitional operations thus involving all coordinate axes (i.e. motors and rollers).
It is important to keep in mind while making paths at first robot shall paint upper details, only then lower ones. Thus it will provide with a high quality and minimal dusting.
13.Polishing
This process is identical to body one (in using materials, instruments and others).

