

Копирование текста разрешено при условии ссылки на данный контент.
![]()
Окраска пластика и пластмассовых изделий в промышленности и тюнинге.
Процесс является самым востребованным среди производителей тюнинга или различных навесных комплектов для автомобилей, так как является быстро окупаемым бизнесом с минимальными вложениями.
Окраска пластика осуществляется с 1К или 2К материалами (состоит из компонента А — материала и компонента В отвердителя — ускорителя полимеризации).
Процесс делится на 2 части:
— Бюджетный (ручной)

— Промышленный (автоматизированный)

Пошаговые этапы процесса окраски пластика
1.Завеска деталей на ложементы.
Ложементы, (jigs) джиги – это оснастка которая повторяет полностью или частично форму детали.
Частичную оснастку изготавливают из металлических труб и захватов (зажимов), для того чтобы жёстко зафиксировать деталь, выглядит в виде “скелета” детали.
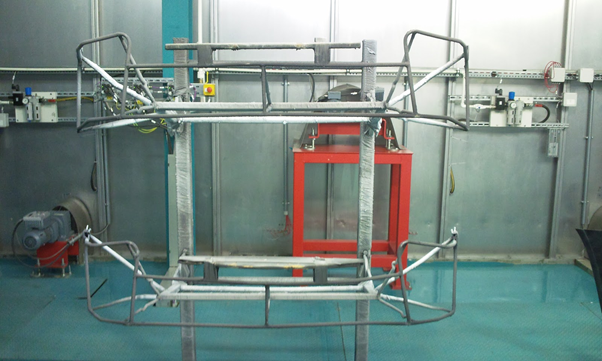
“Минусы” данной оснастки в металлической основе, т.к. сложно изготовить точно повторяющую деталь форму. С высокой вероятностью существует риск отклонения при изготовлении оснастки, что сказывается на качестве уже готовой продукции в виде следующего типа брака: шишек или изменение геометрии, т.к. при температуре 90-110 °С (максимальная температура при использовании металлического ложемента) пластик становится очень мягким и полностью принимает форму оснастки.
Дополнительно металлическая оснастка теряет свою геометрию при механической или автоматической (с помощью мойки высокого давления) очистке.
Полная форма оснастки – это когда бамперформер (bumperformers) изготавливается из высокопрочного стеклопластика повторяющего полностью геометрию детали. При прохождении через печь 90-110 °С пластик принимает полностью форму “формера”, соответственно деталь возможно “сушить” при температуре 130-140 °С без опасности потери формы, что позволяет экономить на отвердителе (компоненте В) и на оборудовании для подключения и обслуживания отвердителя.

“Минусы” – требует бережный уход за оснасткой и точечная маскировка формера перед окраской.
Завеска и расположение деталей на ложементах (скидах, телегах, подставок и т.д.) во время всего процесса окраски пластмассовых деталей очень важный и отдельный процесс который требует детальной проработки на предмет расположения друг от друга, уровня, наклона, выдвижения вперед/назад относительно центральной точки.
При автоматизированной мойке с помощью орошения, детали обязательно должны иметь определённый угол наклона и разное позиционирование если на скиде расположено более двух деталей одновременно, т.к. накопившаяся вода будет стекать с верхней детали на нижнюю тем самым образовывая разводы воды или остатки (частицы) воды, тем самым при окраске приведёт к браку (дефектам).
2.Обезжиривание(подготовка поверхности).
— Автоматизированная мойка бамперов состоит из 6 стадий
Стадия №1 — Высокая концентрация щелочного раствора с температурой 60-70 °С, омывается с помощью форсунок давлением до 2 бар
Стадия №2 — Средняя концентрация щелочного раствора с температурой 30-40 °С, омывается с помощью форсунок давлением до 2 бар
Стадия №3 — Смыв накопившегося щелочного раствора с помощью дем. воды при температуре до 30 °С.
Стадия №4 — Смыв накопившегося щелочного раствора с помощью дем. воды при температуре до 30 °С, но дем. вода постоянно находится на протоке, чтобы обеспечивать низкую концентрацию всех последующих ванн.
Для ванн Стадии №1 и 2 находятся системы фильтрации, с ячейкой 50 или 100 мкм, в зависимости от загрязнений бамперов.
Стадия №5 — Вибро-стол. Скид или телега заезжают на данный стол и осуществляется процесс наклона влево/вправо и включается процесс вибрации, это необходимо для того, чтобы накопившаяся вода которая возможна на изделиях и на формерах (скидах) стекла и не переносилась дальше по процессу.
Стадия №6 — Обдув сжатым воздухом. Множество форсунок направленных под разными углами и с разными расстояниями обеспечивают направленный и точечный обдув на изделия для устранения воды.
— Ручное обезжиривание, самый быстрый и дешёвый способ с помощью оператора и технического спирта. Оператор смачивает безворсовую салфетку в плунжерной канистре со спиртом и протирает изделие и так каждый раз на последующих деталях. В данном случае возможно использовать салфетки уже пропитанные спиртом и уложенные в специальной упаковке.
3.Сушка изделий после автоматизированной мойки.
В данном случае является не обязательным процессом, но поставщики оборудования включает данную технологию, т.к. подстраховывают себя и свой предложенный процесс (оборудование) с помощью дополнительной сушки, т.е. минимизации воды на изделиях, т.к. при 80-90 °С вода испаряется и на изделиях практически не остаётся.
4.Обжиг (“устранение” гидрофобного эффекта на молекулярном уровне для растекания ЛКМ) пластика, образование одной “большой” связи.
Гидрофобностью (плохой смачиваемостью или повышенным кратерообразованием) обладают большинство органических веществ с углеводородными радикалами, металлы, полупроводники и т.д. Гидрофильность, гидрофобность являются частным случаем отношения веществ к растворителю — лиофильности, лиофобности.
Самый важный и ключевой процесс в окраски пластика, т.к. если будет плохо обработана деталь или с низким качеством на бамперах из РР (полипропилена), возможна высокая вероятность отслоения ЛКП от самого пластика. Качество обжига зависит от качества газа, температуры, скорости обработки, неправильным соотношением газа и воздуха на горелке.

Процесс обработки осуществляется как вручную, так и с помощью роботов. На данный момент все автопроизводители, в том числе российские производят обжиг роботами.
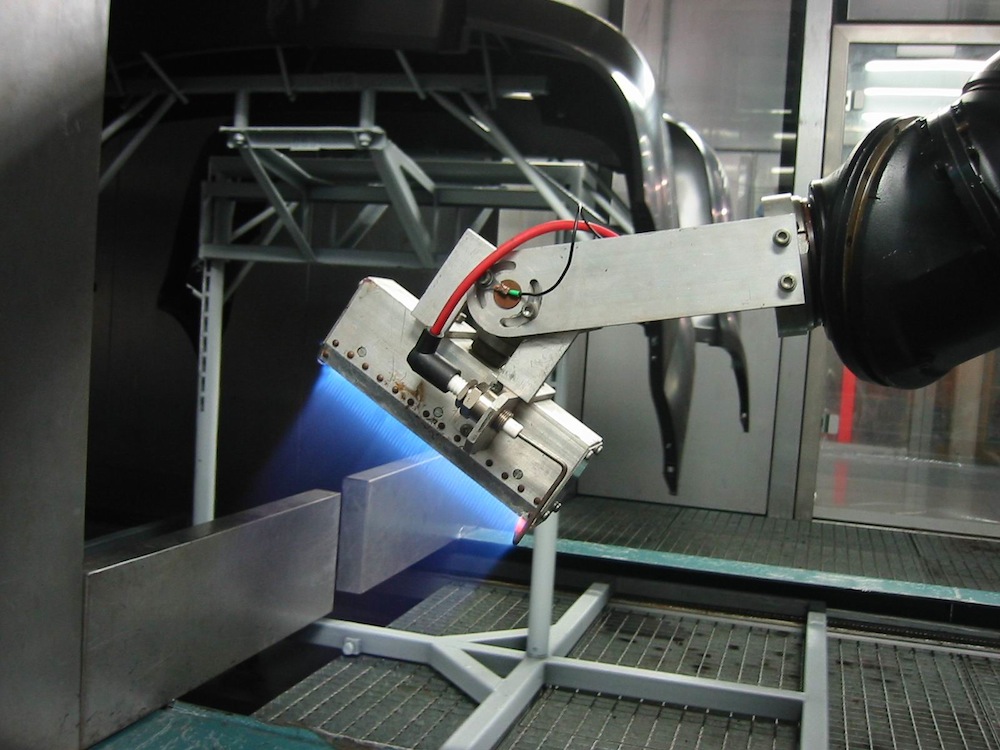
Аналог процесса обжига является 1К грунты с мощными растворителями, которые фактически подрастворяют верхний слой пластика и “въедаются” в структуру пластика. По соотношению цены и качества, между обжигом и 1К Грунтами с мощными адгезивами и растворителями более выгодный процесс обжига, но он не является универсальным, т.к. применяется только для полипропилена.
5.Окраска 1К и 2К грунт (праймер).
Грунты 1К или 2К наносятся с помощью роботов или вручную толщиной от 10 до 30 мкм (бывает до 60 мкм). Толщина покрытия зависит от качества литьевого пластики (бампера), т.е. от сырья и от его литьевой машины. Зачастую качество пластика на российском уровне находится на низком уровне, из-за этого приходится наносить толщину выше спецификации и укрывать все возможные дефекты (поры, риски и т.д.)

5.1.Выдержка (Flash off).
Если качество пластика на высочайшем уровне, то грунт проходит зону выдержки, иными словами испарение растворителей при температуре 25-30 °С в течение 15 минут, затем заходит в камеру окраски базового слоя.
В случае, когда пластик изготовлен из низкого сырья и с дефектами после литья и при этом требуется достичь высокого уровня, то производитель сушит грунт в печи в течение 30 минут при температуре 80 °С, затем шлифует абразивом Р 400 или Р 500 для выравнивания всей поверхности и удаления дефектов, далее отправляет на окраску базового слоя.
При выборе той или иной технологии окраски необходимо учесть все аспекты по качеству сырья, литьевого пластика и после этого принимать решение по выбору технологии окраски.
К примеру, ТОПовые лидеры автопрома, такие как VW Group, Renault, TOYOTA, не все используют грунты для пластика, а сразу красят базовым слоем, но при этом в базу добавляют специальную добавку обеспечивая мощный адгезив к пластику, как на грунте.
Подобное решение возможно только с ИДЕАЛЬНЫМ пластиком.
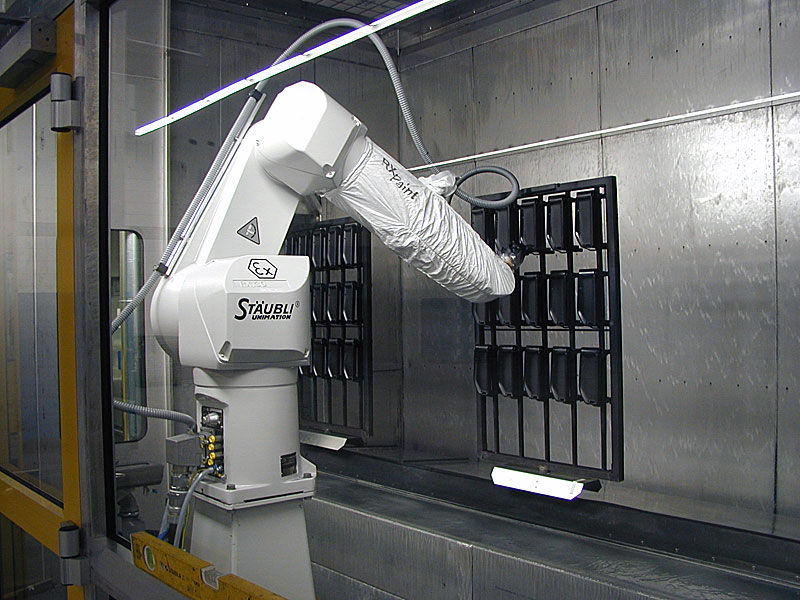
6.Окраска «Базой» в 2 слоя.
Окраска пластика осуществляется двумя роботами или вручную (малярами).
Первый слой наносится с помощью электростатических роботов 70% от общего рекомендуемого слоя, второй слой так же с помощью электростатических роботов, но 30% от общей толщины.
Данная процентовка (настройка) толщин при окраске роботами позволит максимально приблизиться к цвету кузова, тем самым исключить дефект «разнотон».
Выдержка между слоями составляет 2-3 минуты.
Все автопроизводители или подрядные организации, обеспечивающие процесс окраски пластмассовых изделий, осуществляют окраску отдельными отколерованными эмалями, т.е. использует иной материал непосредственно для покраски пластиковых изделий. Отличие в следующем: для кузовов применяют высокотемпературные сушки 160-200 °С, а на бамперах низкотемпературные, как следствие бампера всегда светлей «разнотон».
6.1.Выдержка (Flash off)
Базовый слой проходит зону выдержки (иными словами происходит испарение растворителей при температуре 25-30 °С в течение 15 минут) и затем заходит в камеру окраски 2К прозрачного лака.
7.Окраска 2К Лаком
2К Лак наносится с помощью роботов или вручную толщиной от 30 до 50 мкм (в зависимости от рекомендации поставщика).

7.1.Выдержка (Flash off)
Лаковый слой проходит зону выдержки, а так же это процесс растекания лака, для обеспечения хорошего розлива и уменьшения шагрени (ровности покрытия) при температуре 25-30 °С в течение 15 минут и затем заходит в печь (Сушку).
8.Комплексная сушка 3х слоёв.
Сушка происходит при 80-90 °С в течение 30-40 минут.
9.После сушки в печи, оператор снимает детали с ложементов и укладывает их на транспортировочную тару для дальнейшего перемещения. При этом данная тара должна быть изготовлена из безопасных материалов, чтобы не повредить пластик и ЛКП на нём.
10.Выгрузка деталей (укладка) на стеллажи.

11.Контроль качества и рекомендации по работе с отвердителем.
Отвердитель — специальное вещество, вступающее в химическую реакцию с основным веществом и вызывающее его ускоренное отвердение (полимеризацию).
Отвердитель “боится” контакта с воздухом, а именно он начинает застариваться благодаря впитыванию в себя частиц влаги из воздуха. С готовым раствором и отвердителем в среднем работают до 4х часов, после чего раствор выливают (утилизируют) и готовят свежий.
В промышленных масштабах отвердитель хранится в специальных ёмкостях. Его “подпирают” с помощью высушенного воздуха или азота, т.е. не дают ему контактировать с влагой.
Насосы нагнетают давление и подают компонент А и В к роботам или шкафам управления по смешиванию и дозации материала. Соотношение выставляется вручную и процесс смешивания происходит автоматически.
12.Проверка качества изделий, экспресс тесты качества контроля окраски и более глубокий контроль качества.
Для того чтобы убедиться в качестве окраски и правильности полимеризации, лак проверяют двумя способами: с помощью бензина и спирта.
Данные методы дают 100% контроль качества “высыхания” материала как в процессе окраски пластика, так и в ремонтно-кузовном процессе.
Окраска пластика с помощью роботов является не габаритным процессом, но очень трудоёмким, т.к. роботы выполняют очень много движений и переходных операций тем самым нагружают все оси (а именно двигатели и валы).
Важно знать и помнить, что при написании траектории робот должен окрашивать сначала верхние детали, а затем нижние, такой процесс обеспечит высокое качество и минимальное опыление.
13.Полировка
Процесс полностью идентичен кузовному, по материалам, инструменту и пр.

