

Копирование текста разрешено при условии ссылки на данный контент.
![]()
Порошковая покраска металлических поверхностей.
Порошковая окраска — метод получения полимерных покрытий с высокими защитными и декоративными свойствами. Способ порошкового окрашивания является альтернативой нанесению жидких ЛКМ для изделий, деталей автомобилей допускающих термообработку.
Основные этапы технологии порошковой покраски:
- Обезжиривание и удаление грязи с поверхности окрашиваемых изделий;
- Очистка деталей с помощью дроби или песка.
- Агрегат подготовки поверхности для очищения дроби, песка, масляных отложений.
- Железо- или цинкофосфатирование (в зависимости от типа металла).
- Высокотемпературная сушка >220 °С
Процесс подготовки аналогичен подготовке поверхности кузова.
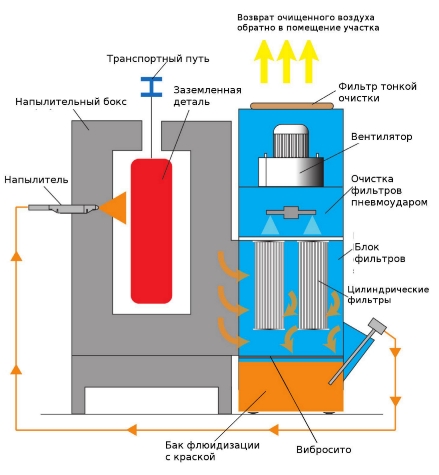
- Процесс напыления порошковой краски на изделие происходит с помощью электростатического напыления. На заземленное изделие с помощью пульверизатора подаются электростатический заряженный порошок, процесс аналогичен промышленной окраски изделий для автомобилей.
- Маляров необходимо обеспечить специальными антистатическими СИЗ с подачей специально подготовленного воздуха для дыхания (при условии ручной покраски).
Оборудование подготовки воздуха – дорогостоящее.

- Заключительная стадия окрашивания происходит в печи плавления и полимеризации. Краска оплавляется и полимеризуется при температуре металла 180-220 °С в течение 20-30 минут.
Плюсы:
- Лучшие эксплуатационные свойства, высокое качество покрытий;
- Нет необходимости в грунтовании поверхности;
- Порошковые краски обладают лучшими ударопрочными и антикоррозийными свойствами;
- Меньшая пористость в порошковом покрытии;
- Краска поставляется в готовом виде, не требует особой подготовки и контроля вязкости;
- Потери при порошковой покраске около 2-5%, при покраски жидкими красками потери будут составлять до 45%;
- Высокая прочность порошковых красок при транспортировки изделий обеспечивает минимальное повреждение покрашенных поверхностей, это обеспечивает снижение затрат.
Минусы:
- Взрывоопасная среда, требуется чёткий контроль процесса покраски;
- Строгое соблюдение температурных режимов в камере окраски;
- Отсутствие возможности покраски внутренних и скрытых полостей.
Лидер в поставке оборудования компания Nordson (Encore)

Поставщики порошковой краски могут быть как российские, так и иностранные компании.
Основные критерии:
- Цена;
- Физико-механические свойства при эксплуатации готового изделия;
- Внешний вид.
Самая распространённая ошибка при использовании порошковой окраски это отсутствие или не качественная подготовки поверхности перед нанесением и окраска на “голый” металл, без первичного грунта, а так же не соблюдение температурных режимов при полимеризации порошка.
Окрашенные пластины порошковой окраски не профессиональным способом (лицевая сторона)
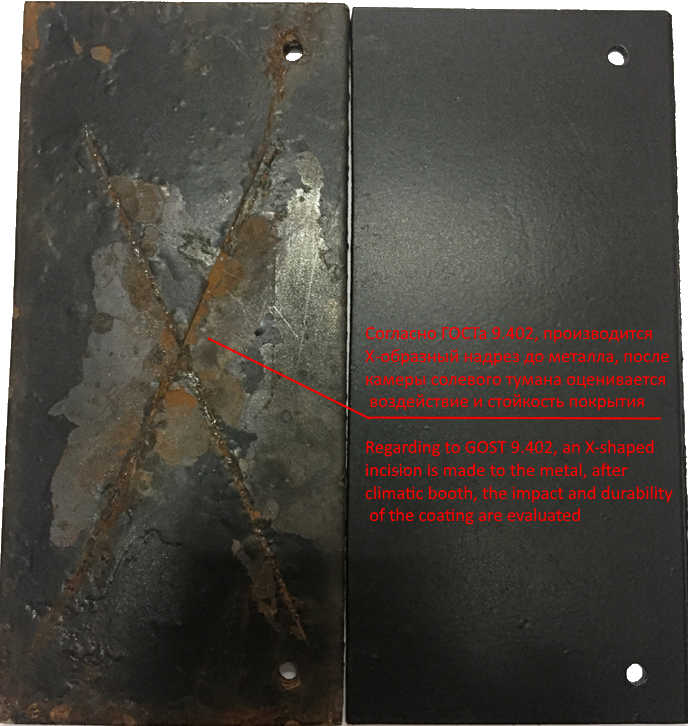
- Результат после 500 часов камеры солевого тумана (Слева)
- До камеры солевого тумана (Справа)
Обратная сторона
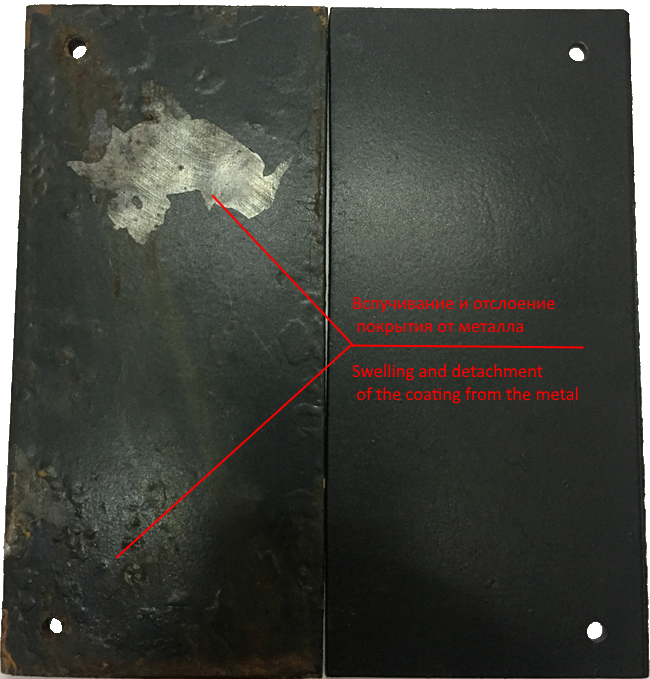
Вывод: после 500 часов в камере солевого тумана при влажности 95% и 5% раствора NACl образец с порошковым покрытием частично стал разрушаться и отслаиваться отдельными небольшими “кусками”, это говорит о том, что нарушилась адгезия между полимером и металлом, а также вполне вероятно образцы окрашены с нарушением технологии.
